- FABTECH365,
Les bases du soudage à l’arc en métal blindé
Les fondamentaux de ce procédé polyvalent et utilisé depuis longtemps sont expliqués
Dans le soudage à l’arc en métal blindé (SMAW), un arc entre une électrode couverte et un bain de soudure est utilisé pour accomplir une soudure. Lorsque le soudeur alimente régulièrement l’électrode enrobée dans le bain de soudure, la décomposition de l’enrobage évolue en gaz qui protègent le bain. Le procédé est utilisé sans application de pression et avec du métal d’apport provenant de l’électrode enrobée. Le métal de soudure sain déposé par le procédé est utilisé à la fois pour l’assemblage et pour l’application d’une surface fonctionnelle sur les produits métalliques.
En raison des nombreuses variations possibles dans la composition de l’enrobage de l’électrode et de la grande sélection de la chimie du fil central, le procédé peut produire une gamme étendue de dépôts de métal de soudure avec des propriétés mécaniques et physiques souhaitables, tout en fournissant un arc lisse, des caractéristiques de transfert de métal uniformes et une facilité d’opération. C’est l’un des procédés de soudage les plus anciens et les plus simples et il continue à être largement utilisé.
La simplicité du procédé s’étend au nombre et à la nature des composants du circuit requis, qui sont les suivants :
1. Une source de courant d’intensité et de rapport cyclique adéquats
2. Une électrode SMAW compatible avec la sortie de la source de courant
3. Un câble de soudage de taille appropriée
4. Un porte-électrode
5. Un conducteur de pièce à usiner.
Fondements du procédé
La caractéristique distinctive du SMAW est la présence physique de l’enrobage/du revêtement qui entoure le fil central de l’électrode consommable. La tige enrobée est appelée électrode car elle fonctionne comme la borne à partir de laquelle le flux électrique passe du solide conducteur au plasma conducteur de l’arc de soudage.
Pour toute application donnée, l’électrode doit répondre aux trois critères suivants :
1. Elle doit protéger l’arc et le métal à souder.
2. Elle doit ajouter du métal à la soudure.
3. Elle doit entretenir un arc de soudage.
Les constituants de l’enrobage accomplissent ces fonctions. Lorsqu’ils sont suffisamment chauffés, les ingrédients de la couverture font ce qui suit :
1. Se décomposent en gaz et déplacent l’air au site de soudage, fournissant ainsi un écran pour l’arc et le métal de soudure;
2. Ionisent pour soutenir le plasma de l’arc;
3. Fluxent le métal fondu et, lors du refroidissement, forment une couverture protectrice de scories sur le cordon de soudure.
L’enrobage peut également contenir des poudres métalliques qui améliorent la contribution métallique de l’électrode au bain de soudure.
Principes de fonctionnement
Le procédé SMAW utilise un circuit électrique qui soutient un arc de soudage pour convertir la puissance de la ligne électrique ou le combustible en chaleur. La chaleur de l’arc de soudage est intense et extrêmement concentrée. Elle fait immédiatement fondre une partie de la pièce et l’extrémité de l’électrode. Le soudeur maintient la longueur de l’arc en maintenant un espace constant entre l’électrode et le bain de soudure qui se forme sur la pièce. Lorsque l’arc est retiré, le liquide fusionne et le bain de fusion se solidifie en un métal continu.
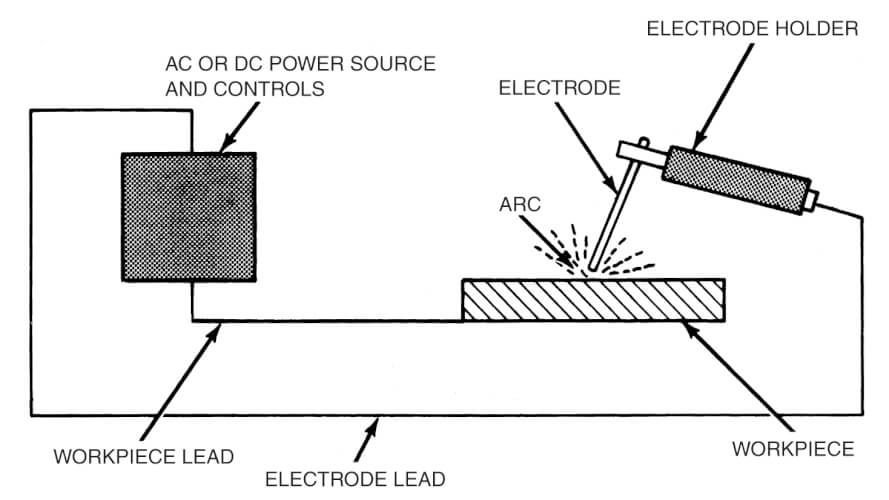
Éléments d’un circuit de soudage typique pour le soudage à l’arc sous protection.
Comme le montre le schéma de la figure 1, la source d’alimentation est connectée dans un circuit avec l’électrode et la pièce en série. Le câble de soudage utilisé dans le circuit, le porte-électrode et la connexion entre le câble et la pièce sont également des éléments importants du circuit. La source de courant possède deux bornes de sortie distinctes. L’une des bornes est reliée à l’électrode. En cas d’utilisation de courant continu (CC), la borne appropriée pour la connexion de l’électrode est déterminée par la polarité requise pour ce type d’électrode. En cas d’utilisation de courant alternatif (CA), l’électrode peut être connectée à l’une ou l’autre des bornes. Le circuit est ouvert entre la pièce et l’électrode.
Tant que l’électrode SMAW est maintenue éloignée de la pièce, le
circuit reste ouvert et un voltmètre peut être utilisé pour mesurer la chute de tension entre le porte-électrode
et la pièce pour cette condition de circuit ouvert (pré-soudage).
Electrodes enrobées
Toutes les électrodes SMAW ont un enrobage avec des constituants qui facilitent le processus de soudage et ajoutent des éléments d’alliage qui confèrent des propriétés utiles à la soudure. Sans l’enrobage, l’arc serait très difficile à maintenir, le dépôt de soudure serait fragilisé par l’oxygène et l’azote dissous, le cordon de soudure serait terne et de forme irrégulière, et la pièce serait contre-dépouillée.
Les fabricants d’électrodes appliquent l’enrobage sur les électrodes SMAW soit par extrusion, soit par trempage. L’extrusion
est beaucoup plus utilisée et est réalisée en mélangeant les composants secs avec des silicates liquides. Le procédé de trempage est employé principalement pour les électrodes SMAW utilisées pour souder la fonte et pour certaines électrodes spécialisées qui ont un fil central complexe.
L’enrobage contient la plupart des matériaux stabilisants, de blindage, de fluxage, de désoxydation et de formation de scories essentiels au procédé. En plus de soutenir l’arc et de fournir le métal d’apport pour le dépôt de soudure, la décomposition de l’enrobage de l’électrode introduit d’autres matériaux clés dans ou autour de l’arc, ou les deux. Selon le type d’électrode utilisé, l’enrobage de l’électrode fournit les éléments suivants :
1. Un gaz pour protéger l’arc et empêcher une contamination atmosphérique excessive du métal fondu;
2. Des désoxydants pour réagir avec et appauvrir le niveau des éléments gazeux dissous qui peuvent causer la porosité;
3. Des agents de fluxage pour accélérer les réactions chimiques et nettoyer le bain de soudure;
4. Une couverture de laitier pour protéger le métal de soudure chaud de l’air et pour améliorer les propriétés mécaniques, la forme du cordon et la propreté de la surface du métal de soudure;
5. Éléments d’alliage pour obtenir la microstructure désirée;
6. Éléments et composés pour contrôler la croissance des grains;
7. Matériaux d’alliage pour améliorer les propriétés mécaniques du métal de soudure;
8. Éléments qui affectent la forme du bain de soudure;
9. Des éléments qui affectent le mouillage de la pièce et la viscosité du métal de soudure liquide ; et
10. Des stabilisateurs pour aider à établir les caractéristiques électriques souhaitables de l’électrode et minimiser les éclaboussures.
Les composés chimiques de l’enrobage, en combinaison avec la composition du fil central, créent des propriétés mécaniques uniques dans la soudure et améliorent les caractéristiques de soudage telles que la stabilité de l’arc, le type de transfert du métal et le laitier. Les différents types d’électrodes sont formulés non seulement pour souder différents métaux mais aussi pour optimiser certaines caractéristiques du procédé et obtenir un avantage dans un domaine d’application particulier
.
Bouclier d’arc
L’action de blindage du procédé illustré à la Fig. 2 est essentiellement la même pour toutes les électrodes SMAW, mais la méthode spécifique de blindage et le volume de laitier produit varient d’un type d’électrode à l’autre.
Comme le montre la figure 2, deux mécanismes sont à l’œuvre pour empêcher l’effet néfaste sur le bain de soudure causé par les gaz contenus dans l’air. Le premier est le déplacement énergique de l’air par les gaz produits par la combustion et la décomposition de l’enrobage de l’électrode. Le second est l’action de couverture du flux ou du laitier, qui empêche la diffusion des constituants de l’air dans le métal liquide. Les revêtements d’électrode varient dans leur dépendance à ces deux mécanismes pour fournir l’action de protection la plus avantageuse pour une soudure spécifique.
Avantages du procédé
Un avantage principal du SMAW est la grande variété de métaux et d’alliages que le procédé est capable de souder. Des procédures et des électrodes sont disponibles pour souder les aciers au carbone et faiblement alliés, les aciers fortement alliés, les aciers revêtus, les aciers à outils et à matrices, les aciers inoxydables et résistants à la chaleur, les fontes, le cuivre et les alliages de cuivre, plus les alliages de nickel et de cobalt.
Voici d’autres avantages du procédé :
1. L’équipement est relativement simple, peu coûteux et portable.
2. L’électrode SMAW fournit à la fois le blindage et le métal d’apport pour réaliser une soudure saine.
3. Un blindage gazeux auxiliaire ou un flux granulaire n’est pas nécessaire.
4. Le procédé est moins sensible au vent et au tirage que les procédés de soudage à l’arc sous gaz protecteur.
5. Les dimensions des électrodes SMAW sont idéales pour atteindre les zones d’accès limité (les électrodes peuvent être pliées et, à l’aide de miroirs, appliquées dans les angles morts).
6. Le procédé convient à la plupart des métaux et alliages couramment utilisés.
7. Le procédé est flexible et peut être appliqué à une variété de configurations de joints et de positions de soudage.
8. Des résultats optimaux peuvent être obtenus facilement et de manière fiable.
Limites du procédé
1. Les métaux à faible température de fusion, comme le plomb, l’étain et le zinc, et leurs alliages ne sont pas soudés avec le SMAW. Ces métaux ont des points d’ébullition relativement bas et la chaleur intense de l’arc SMAW les fait immédiatement s’évaporer de l’état solide. De même, le soudage à l’arc sous protection ne convient pas aux métaux réactifs tels que le titane, le zirconium, le tantale et le niobium, car le blindage fourni n’est pas suffisamment inerte pour empêcher la contamination de la soudure.
2. Le procédé donne des taux de dépôt plus faibles que les procédés de soudage à l’arc sous gaz (GMAW) et de soudage à l’arc avec fil fourré (FCAW). Le taux de dépôt est plus faible parce que le courant utile maximal est limité.
3. Si l’électrode est trop longue ou si le courant est trop élevé, la quantité de chaleur générée à l’intérieur de l’électrode SMAW sera excessive. Après le début du soudage, la température de l’enrobage finira par atteindre une plage qui provoquera une rupture prématurée de l’enrobage. Cette rupture, à son tour, déclenche une détérioration des caractéristiques de l’arc et réduit le niveau de protection. Par conséquent, le soudage doit s’arrêter avant que l’électrode ne soit entièrement consumée. Par conséquent, la quantité de courant qui peut être utilisée est limitée dans une plage qui empêche la surchauffe de l’électrode et la rupture de l’enrobage. Le courant utile limité entraîne des taux de dépôt généralement plus faibles que ceux que l’on peut obtenir avec le GMAW ou le FCAW.
4. La perte de stub est un autre inconvénient inhérent. Le stub est l’extrémité de la poignée de l’électrode SMAW qui est mise au rebut. Il est constitué du fil central dans la poignée du porte-électrode et d’une petite partie de la longueur couverte. La perte du stub affecte l’efficacité du dépôt, et non la vitesse de dépôt. Des pertes de stub plus longues se traduisent directement par une efficacité de dépôt plus faible.
5. Le facteur opérateur – temps d’arc en pourcentage du temps de travail total du soudeur – pour le SMAW est généralement inférieur à celui obtenu avec un procédé à électrode continue tel que le GMAW ou le FCAW.
Lorsque le soudage nécessite un grand volume de métal d’apport, la combinaison de faibles taux de dépôt et
d’un facteur opérateur inférieur nuit à l’utilisation du SMAW. Dans ces cas, la vitesse d’achèvement de la soudure peut être trop lente et le coût de la soudure relativement élevé.
Selon les informations du Welding Handbook, 9e édition, Volume 2, Welding Processes Part 1 et The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.
.