- FABTECH365,
Bases da soldadura por arco metálico blindado
Fundamentais deste processo de longa utilização e versatilidade são explicados
Na soldadura por arco metálico blindado (SMAW), um arco entre um eletrodo coberto e uma piscina de solda é usado para realizar uma solda. À medida que o soldador vai alimentando o eléctrodo coberto na piscina, a decomposição do revestimento evolui para gases que protegem a piscina. O processo é utilizado sem aplicação de pressão e com o metal de enchimento do eléctrodo coberto. O metal de solda sólido depositado pelo processo é utilizado tanto para a união como para a aplicação de uma superfície funcional aos produtos metálicos.
Por causa das muitas variações possíveis na composição do revestimento do eletrodo e da grande seleção da química do núcleo do fio, o processo pode produzir uma extensa gama de depósitos de metal de solda com propriedades mecânicas e físicas desejáveis, enquanto proporciona um arco suave, características uniformes de transferência de metal e facilidade de operação. É um dos mais antigos e simples processos de soldagem e continua a ser amplamente utilizado.
A simplicidade do processo estende-se ao número e natureza dos componentes do circuito necessários, que são os seguintes:
1. Uma fonte de energia com corrente nominal adequada e ciclo de trabalho
2. Um eletrodo SMAW compatível com a saída da fonte de energia
3. Um cabo de soldagem de tamanho adequado
4. Um suporte de eletrodo
5. Um condutor de peça de trabalho.
Fundamentos do processo
A característica distintiva do SMAW é a presença física do revestimento/ revestimento que envolve o fio principal do eléctrodo consumível. A haste coberta é chamada de eletrodo porque funciona como o terminal a partir do qual o fluxo elétrico muda do sólido condutor para o plasma condutor do arco de soldagem.
Para qualquer aplicação, o eletrodo deve atender aos três seguintes critérios:
1. Deve proteger o arco e o metal de soldadura.
2. Deve adicionar metal à soldadura.
3. Deve suportar um arco de soldadura.
Os constituintes do revestimento devem cumprir estas funções. Quando suficientemente aquecido, os ingredientes do revestimento fazem o seguinte:
1. Decompor em gases e deslocar o ar no local de soldadura, fornecendo assim um escudo para o arco e o metal de soldadura;
2. Ionizar para suportar o plasma do arco;
3. Fluxar o metal fundido e, ao arrefecer, formar uma cobertura de escória protectora no cordão de soldadura.
A cobertura também pode conter pós metálicos que aumentam a contribuição metálica do eléctrodo para a piscina de soldadura;
Princípios de funcionamento
O processo SMAW utiliza um circuito eléctrico que suporta um arco de soldadura para converter a energia da linha eléctrica ou combustível em calor. O calor do arco de soldadura é intenso e extremamente concentrado. Ele derrete imediatamente uma porção da peça e a extremidade do eléctrodo. O soldador mantém o comprimento do arco, mantendo um espaço consistente entre o eletrodo e a piscina de solda que se forma na peça a ser soldada. Quando o arco é removido, o líquido funde e o fundido solidifica em metal contínuo.
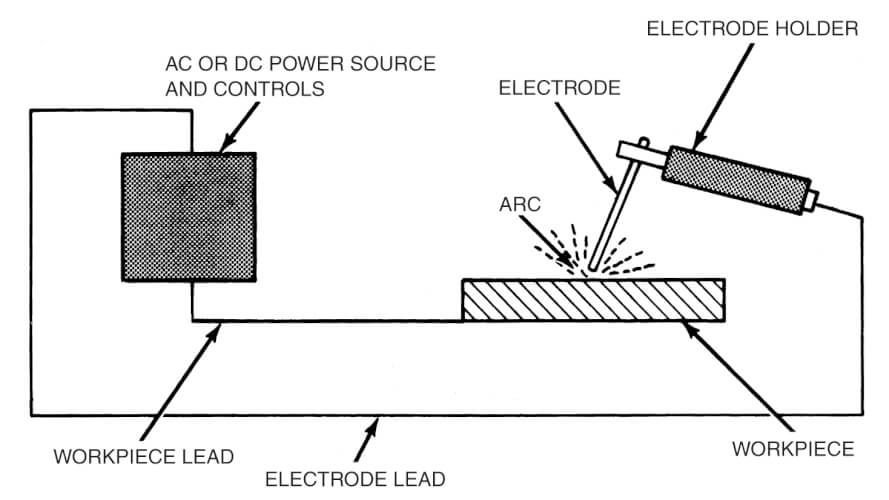
Elementos de um circuito de soldadura típico para soldadura por arco metálico blindado.
Como mostra o esquema na Fig. 1, a fonte de potência é ligada a um circuito com o eléctrodo e a peça em série. O cabo de soldadura utilizado no circuito, o suporte do eléctrodo e a ligação entre o cabo e a peça em série são também elementos importantes do circuito. A fonte de potência tem dois terminais de saída distintos. A partir de um terminal, é feita uma ligação ao eléctrodo. Ao utilizar corrente contínua (CC), o terminal adequado para a ligação do eléctrodo é determinado pela polaridade necessária para esse tipo de eléctrodo. Ao utilizar corrente alternada (CA), o eléctrodo pode ser ligado a qualquer um dos terminais. O circuito está aberto entre a peça de trabalho e o eléctrodo.
Desde que o eléctrodo SMAW seja mantido afastado da peça de trabalho, o circuito
permanece aberto e um voltímetro pode ser usado para medir a queda de tensão entre o suporte do eléctrodo
e a peça de trabalho para esta condição de circuito aberto (pré-soldagem).
Eléctrodos cobertos
Todos os eléctrodos SMAW têm um revestimento com constituintes que facilitam o processo de soldadura e acrescentam elementos de liga que conferem propriedades úteis à soldadura. Sem o revestimento, o arco seria muito difícil de manter, o depósito de solda seria quebradiço com oxigênio e nitrogênio dissolvidos, o cordão de solda seria baço e de forma irregular, e a peça de trabalho seria cortada por baixo.
Os fabricantes de eletrodos aplicam o revestimento nos eletrodos SMAW por extrusão ou por imersão. A extrusão
é muito mais utilizada e é conseguida através da mistura dos componentes secos com silicatos líquidos. O processo de imersão é empregado principalmente para eletrodos SMAW utilizados para soldar ferro fundido e para alguns eletrodos especiais que possuem um núcleo de fio complexo.
O revestimento contém a maior parte dos materiais estabilizadores, blindagem, fluxo, desoxidação e formação de escória essenciais para o processo. Além de sustentar o arco e fornecer metal de preenchimento para o depósito da solda, a decomposição do revestimento do eletrodo introduz outros materiais chave dentro ou ao redor do arco, ou ambos. Dependendo do tipo de eletrodo utilizado, o revestimento do eletrodo fornece o seguinte:
1. Um gás para proteger o arco e prevenir a contaminação atmosférica excessiva do metal fundido;
2. Desoxidantes para reagir e esgotar o nível de elementos gasosos dissolvidos que podem causar porosidade;
3. Agentes de fluxo para acelerar as reacções químicas e limpar o banho de solda;
4. Uma manta de escória para proteger o metal de solda quente do ar e para melhorar as propriedades mecânicas, a forma do grânulo e a limpeza da superfície do metal de solda;
5. Elementos de liga para conseguir a microestrutura desejada;
6. Elementos e compostos para controlar o crescimento de grãos;
7. Materiais de liga para melhorar as propriedades mecânicas do metal de solda;
8. Elementos para afectar a forma da piscina de solda;
9. Elementos que afectam o molhamento da peça e a viscosidade do metal líquido de soldadura; e
10. Estabilizadores para ajudar a estabelecer as características eléctricas desejáveis do eléctrodo e minimizar os salpicos.
Os compostos químicos no revestimento, em combinação com a composição do núcleo do fio, criam propriedades mecânicas únicas na soldadura e melhoram as características de soldadura, tais como estabilidade do arco, tipo de transferência de metal e escória. Os diferentes tipos de eletrodos são formulados não apenas para soldar metais diferentes, mas também para otimizar certas características do processo e obter uma vantagem em uma determinada área de
aplicação.
A blindagem do arco
A ação de blindagem do processo ilustrada na Fig. 2 é essencialmente a mesma para todos os eletrodos SMAW, mas o método específico de blindagem e o volume de escória produzida varia de um tipo de eletrodo para outro.
Como ilustrado na Fig. 2, dois mecanismos estão em ação para evitar o efeito prejudicial na piscina de solda causado pelos gases contidos no ar. O primeiro é o deslocamento forçado do ar pelos gases produzidos pela queima e decomposição da cobertura do eletrodo. O segundo é a ação de cobertura do fluxo ou escória, que impede a difusão dos constituintes do ar no metal líquido. As coberturas dos eléctrodos variam na sua dependência destes dois mecanismos para proporcionar a acção de blindagem mais vantajosa para uma soldadura específica.
Vantagens do processo
Uma das principais vantagens do SMAW é a grande variedade de metais e ligas que o processo é capaz de soldar. Procedimentos e eletrodos estão disponíveis para soldar aços carbono e aços de baixa liga, aços de alta liga, aços revestidos, aços para ferramentas e aços para matrizes, aços inoxidáveis e resistentes ao calor, ferros fundidos, cobre e ligas de cobre, mais ligas de níquel e cobalto.
Following são outras vantagens do processo:
1. O equipamento é relativamente simples, barato e portátil.
2. O eletrodo SMAW fornece tanto a blindagem quanto o metal de enchimento para fazer uma solda sólida.
3. A blindagem auxiliar a gás ou fluxo granular não é necessária.
4. O processo é menos sensível ao vento e à sucção do que os processos de soldagem a arco blindado a gás.
5. As dimensões dos eletrodos SMAW são ideais para alcançar áreas de acesso limitado (os eletrodos podem ser dobrados, e com a ajuda de espelhos, aplicados em pontos cegos).
6. O processo é adequado para a maioria dos metais e ligas comumente utilizados.
7. O processo é flexível e pode ser aplicado a uma variedade de configurações de juntas e posições de soldagem.
8. Resultados ótimos podem ser obtidos de forma rápida e confiável.
Limitações do processo
1. Metais com baixas temperaturas de fusão, tais como chumbo, estanho e zinco, e suas ligas não são soldadas com SMAW. Estes metais têm pontos de ebulição relativamente baixos e o calor intenso do arco de SMAW faz com que eles se evaporem imediatamente do estado sólido. A soldadura por arco metálico blindado também não é adequada para metais reactivos tais como titânio, zircónio, tântalo e nióbio porque a blindagem fornecida não é suficientemente inerte para evitar a contaminação da soldadura.
2 O processo produz taxas de deposição mais baixas do que os processos de soldadura por arco metálico a gás (GMAW) e de soldadura por arco de fluxo (FCAW). A taxa de deposição é menor porque a corrente máxima útil é limitada.
3. Se o eletrodo for muito longo ou se a corrente for muito alta, a quantidade de calor gerada dentro do eletrodo SMAW será excessiva. Após o início da soldadura, a temperatura da cobertura acabará por subir até um intervalo que provocará a ruptura prematura da cobertura. Essa ruptura, por sua vez, provoca uma deterioração das características do arco e reduz o nível de blindagem. Consequentemente, a soldadura deve parar antes que o eléctrodo tenha sido totalmente consumido. Assim, a quantidade de corrente que pode ser utilizada é limitada dentro de um intervalo que evita o superaquecimento do eléctrodo e a quebra da cobertura. A corrente útil limitada resulta em taxas de deposição geralmente mais baixas do que as obtidas com GMAW ou FCAW.
4. A perda de canos é outra desvantagem inerente. O stub é a extremidade de aderência do eletrodo SMAW que é descartada. Ele consiste no fio do núcleo dentro da pega do suporte do eletrodo e uma pequena porção do comprimento coberto. A perda do stub afeta a eficiência de deposição, não a taxa de deposição. Perdas mais longas do toco se traduzem diretamente em menor eficiência de deposição.
5. O fator operador – tempo do arco como uma porcentagem do tempo total de trabalho do soldador – para SMAW é geralmente menor do que aquele obtido com um processo de eletrodo contínuo como GMAW ou FCAW.
Quando a soldagem requer um grande volume de metal de preenchimento, a combinação de baixas taxas de deposição e
um fator operador mais baixo diminui o uso de SMAW. Nesses casos, a taxa de finalização da solda pode ser muito lenta e o custo da solda relativamente alto.
Baseado nas informações do Welding Handbook, 9ª edição, Volume 2, Welding Processes Part 1 e The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.