- FABTECH365,
Bazele sudării cu arc metalic protejat
Sunt explicate fundamentele acestui proces versatil și utilizat de mult timp
În sudarea cu arc metalic protejat (SMAW), un arc electric între un electrod acoperit și un strat de sudură este utilizat pentru a realiza o sudură. Pe măsură ce sudorul introduce în mod constant electrodul acoperit în bazinul de sudură, descompunerea învelișului evoluează în gaze care protejează bazinul. Procedeul se utilizează fără aplicarea de presiune și cu metal de adaos de la electrodul acoperit. Metalul de sudură sănătos depus prin acest procedeu este utilizat atât pentru îmbinare, cât și pentru aplicarea unei suprafețe funcționale pe produsele metalice.
Din cauza numeroaselor variații posibile în compoziția învelișului electrodului și a selecției largi a chimiei sârmei de miez, procedeul poate produce o gamă extinsă de depozite de metal de sudură cu proprietăți mecanice și fizice dezirabile, asigurând în același timp un arc lin, caracteristici uniforme de transfer al metalului și ușurință de operare. Este unul dintre cele mai vechi și mai simple procedee de sudare și continuă să fie utilizat pe scară largă.
Simplicitatea procedeului se extinde la numărul și natura componentelor de circuit necesare, care sunt următoarele:
1. O sursă de alimentare cu un curent nominal și un ciclu de funcționare adecvate
2. Un electrod SMAW compatibil cu ieșirea sursei de alimentare
3. Un cablu de sudură de dimensiuni adecvate
4. Un suport de electrod
5. Un electrod de sudură de dimensiuni adecvate. Un conductor pentru piesa de prelucrat.
Fondamentele procesului
Caracteristica distinctivă a SMAW este prezența fizică a învelișului/învelișului care înconjoară firul de miez al electrodului consumabil. Tija acoperită se numește electrod deoarece funcționează ca terminal de la care fluxul electric trece de la solidul conducător la plasma conductoare a arcului de sudură.
Pentru orice aplicație dată, electrodul trebuie să îndeplinească următoarele trei criterii:
1. Trebuie să protejeze arcul și metalul de sudură.
2. Trebuie să adauge metal la sudură.
3. Trebuie să susțină un arc de sudură.
Constituenții învelișului îndeplinesc aceste funcții. Atunci când sunt suficient de încălzite, componentele învelișului fac următoarele:
1. Se descompun în gaze și deplasează aerul la locul de sudare, asigurând astfel un scut pentru arcul electric și metalul de sudură;
2. Se ionizează pentru a susține plasma arcului electric;
3. Fluxează metalul topit și, la răcire, formează un înveliș protector de zgură pe cordonul de sudură.
Învelișul poate conține, de asemenea, pulberi metalice care sporesc contribuția metalică a electrodului la masa de sudură.
Principii de funcționare
Procesul SMAW utilizează un circuit electric care susține un arc de sudură pentru a transforma energia electrică de linie sau combustibilul în căldură. Căldura din arcul de sudură este intensă și extrem de concentrată. Ea topește imediat o porțiune din piesa de lucru și capătul electrodului. Sudorul menține lungimea arcului prin menținerea unui spațiu consistent între electrod și bazinul de sudură care se formează pe piesa de lucru. Când arcul este îndepărtat, lichidul fuzionează și topitura se solidifică în metal continuu.
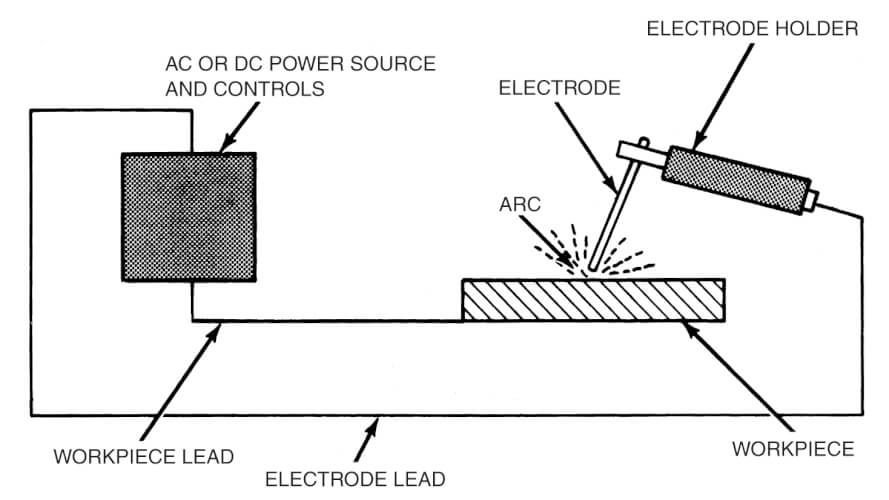
Elemente ale unui circuit tipic de sudare pentru sudarea cu arc metalic protejat.
Cum se arată în schema din figura 1, sursa de alimentare este conectată într-un circuit cu electrodul și piesa de prelucrat în serie. Cablul de sudură utilizat în circuit, suportul de electrod și conexiunea dintre cablu și piesa de lucru sunt, de asemenea, elemente importante ale circuitului. Sursa de alimentare are două terminale de ieșire distincte. De la o bornă, se face o conexiune la electrod. Atunci când se utilizează curent continuu (DC), terminalul adecvat pentru conectarea electrodului este determinat de polaritatea necesară pentru acel tip de electrod. Când se utilizează curent alternativ (AC), electrodul poate fi conectat la oricare dintre terminale. Circuitul este deschis între piesa de prelucrat și electrod.
Atâta timp cât electrodul SMAW este ținut departe de piesa de prelucrat, circuitul
rămâne deschis și se poate folosi un voltmetru pentru a măsura căderea de tensiune între suportul de electrod
și piesa de prelucrat pentru această condiție de circuit deschis (pre-sudare).
Electrozi acoperiți
Toți electrozii SMAW au un înveliș cu constituenți care facilitează procesul de sudare și adaugă elemente de aliere care conferă proprietăți utile sudurii. Fără înveliș, arcul ar fi foarte greu de menținut, depozitul de sudură ar fi fragilizat de oxigenul și azotul dizolvat, cordonul de sudură ar fi mat și de formă neregulată, iar piesa de prelucrat ar fi subdimensionată.
Fabricanții de electrozi aplică învelișul pe electrozii SMAW fie prin extrudare, fie prin imersie. Extruzia
este mult mai larg utilizată și se realizează prin amestecarea componentelor uscate cu silicați lichizi. Procedeul de scufundare este utilizat în principal pentru electrozii SMAW folosiți la sudarea fontei și pentru unii electrozi speciali care au un fir de miez complex.
Învelișul conține majoritatea materialelor stabilizatoare, de ecranare, de fluxare, de dezoxidare și de formare a zgurii, esențiale pentru proces. Pe lângă susținerea arcului electric și furnizarea de metal de adaos pentru depunerile de sudură, descompunerea învelișului electrodului introduce alte materiale esențiale în interiorul sau în jurul arcului electric, sau în ambele. În funcție de tipul de electrod utilizat, învelișul electrodului asigură următoarele:
1. Un gaz pentru a proteja arcul și a preveni contaminarea atmosferică excesivă a metalului topit;
2. Dezoxidanți pentru a reacționa cu și a epuiza nivelul elementelor gazoase dizolvate care pot cauza porozitate;
3. Agenți de fluxare pentru a accelera reacțiile chimice și a curăța stratul de sudură;
4. O pătură de zgură pentru a proteja metalul sudat fierbinte de aer și pentru a îmbunătăți proprietățile mecanice, forma cordonului și curățenia suprafeței metalului sudat;
5. Elemente de aliere pentru a obține microstructura dorită;
6. Elemente și compuși pentru a controla creșterea granulației;
7. Materiale de aliere pentru a îmbunătăți proprietățile mecanice ale metalului sudat;
8. Elemente pentru a afecta forma băii de sudură;
9. Elemente care afectează umezirea piesei de prelucrat și vâscozitatea metalului de sudură lichid; și
10. Stabilizatori pentru a ajuta la stabilirea caracteristicilor electrice dezirabile ale electrodului și pentru a minimiza stropirea.
Compușii chimici din înveliș, în combinație cu compoziția sârmei de miez, creează proprietăți mecanice unice în sudură și îmbunătățesc caracteristicile de sudare, cum ar fi stabilitatea arcului, tipul de transfer de metal și zgura. Diferitele tipuri de electrozi sunt formulate nu numai pentru a suda diferite metale, ci și pentru a optimiza anumite caracteristici ale procesului și pentru a obține un avantaj într-un anumit domeniu de
aplicație.
Protejarea arcului
Acțiunea de protecție a procesului ilustrat în Fig. 2 este în esență aceeași pentru toți electrozii SMAW, dar metoda specifică de ecranare și volumul de zgură produsă variază de la un tip de electrod la altul.
După cum este ilustrat în Fig. 2, două mecanisme acționează pentru a preveni efectul dăunător asupra băii de sudură cauzat de gazele conținute în aer. Primul este deplasarea forțată a aerului de către gazele produse de arderea și descompunerea învelișului electrodului. Al doilea este acțiunea de acoperire a fluxului sau a zgurii, care împiedică difuzia constituenților aerului în metalul lichid. Învelișurile de electrozi variază în dependența lor de aceste două mecanisme pentru a asigura cea mai avantajoasă acțiune de protecție pentru o anumită sudură.
Vantajele procedeului
Un avantaj principal al SMAW este varietatea mare de metale și aliaje pe care procedeul este capabil să le sudeze. Sunt disponibile proceduri și electrozi pentru a suda oțeluri carbon și oțeluri slab aliate, oțeluri înalt aliate, oțeluri acoperite, oțeluri pentru scule și matrițe, oțeluri inoxidabile și oțeluri termorezistente, fontă, cupru și aliaje de cupru, plus aliaje de nichel și cobalt.
În continuare sunt prezentate alte avantaje ale procedeului:
1. Echipamentul este relativ simplu, ieftin și portabil.
2. Electrodul SMAW asigură atât protecția cât și metalul de adaos pentru a realiza o sudură sănătoasă.
3. Nu este necesară o protecție auxiliară cu gaz sau un flux granular.
4. Procedeul este mai puțin sensibil la vânt și la curent de aer decât procedeele de sudare cu arc protejat cu gaz.
5. Dimensiunile electrozilor SMAW sunt ideale pentru a ajunge în zone cu acces limitat (electrozii pot fi îndoiți și, cu ajutorul oglinzilor, pot fi aplicați în unghiuri moarte).
6. Procedeul este adecvat pentru majoritatea metalelor și aliajelor utilizate în mod obișnuit.
7. Procedeul este flexibil și poate fi aplicat la o varietate de configurații ale îmbinărilor și poziții de sudare.
8. Rezultatele optime pot fi obținute cu ușurință și în mod fiabil.
Limitări ale procedeului
1. Metalele cu temperaturi de topire scăzute, cum ar fi plumbul, staniul și zincul, precum și aliajele lor nu se sudează cu SMAW. Aceste metale au puncte de fierbere relativ scăzute și căldura intensă a arcului SMAW le face să se vaporizeze imediat din starea solidă. De asemenea, sudarea cu arc metalic protejat nu este potrivită pentru metale reactive, cum ar fi titanul, zirconiul, tantalul și niobiul, deoarece scutul furnizat nu este suficient de inert pentru a preveni contaminarea sudurii.
2. Procedeul produce rate de depunere mai mici decât procedeele de sudare cu arc metalic în gaz (GMAW) și de sudare cu arc cu miez de fum (FCAW). Rata de depunere este mai mică deoarece curentul maxim util este limitat.
3. Dacă electrodul este prea lung sau dacă curentul este prea mare, cantitatea de căldură generată în interiorul electrodului SMAW va fi excesivă. După ce a început sudarea, temperatura învelișului va crește în cele din urmă până la un interval care va cauza ruperea prematură a învelișului. Această rupere, la rândul său, declanșează o deteriorare a caracteristicilor arcului electric și reduce nivelul de ecranare. În consecință, sudarea trebuie să se oprească înainte ca electrodul să fi fost consumat complet. Prin urmare, cantitatea de curent care poate fi utilizată este limitată într-un interval care previne supraîncălzirea electrodului și ruperea învelișului. Curentul util limitat are ca rezultat rate de depunere în general mai mici decât cele care pot fi obținute cu GMAW sau FCAW.
4. Pierderea de stub este un alt dezavantaj inerent. Butucul este capătul de prindere al electrodului SMAW care este aruncat. Acesta este format din firul de miez din interiorul prizei suportului de electrod și o mică parte din lungimea acoperită. Pierderea de stub afectează eficiența depunerii, nu rata de depunere. Pierderile mai mari ale butucului se traduc direct printr-o eficiență mai mică a depunerii.
5. Factorul operator – timpul de arc ca procent din timpul total de muncă al sudorului – pentru SMAW este de obicei mai mic decât cel obținut cu un procedeu cu electrod continuu, cum ar fi GMAW sau FCAW.
Când sudarea necesită un volum mare de metal de adaos, combinația dintre ratele de depunere scăzute și
un factor operator mai mic scade utilizarea SMAW. În aceste cazuri, rata de finalizare a sudurii poate fi prea lentă și costul sudurii relativ ridicat.
Bazat pe informații din Welding Handbook, ediția a 9-a, volumul 2, Welding Processes Part 1 și The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.
.