- FABTECH365,
Shielded Metal Arc Welding Basics
Tämän pitkään käytetyn ja monipuolisen prosessin perusteet selitetään
Suojattua valokaarihitsausta (shielded metal arc welding, SMAW) käytetään suojattujen elektrodien ja hitsausaltaan välissä olevan valokaaren väliseen valokaareen hitsauksen aikaansaamiseksi. Kun hitsaaja syöttää katettua elektrodia tasaisesti hitsausaltaaseen, katteen hajoaminen kehittyy kaasuiksi, jotka suojaavat altaan. Menetelmää käytetään ilman painetta ja katetun elektrodin lisäaineella. Prosessin avulla syntyvää tervettä hitsiainetta käytetään sekä liitoksiin että toiminnallisen pinnan kiinnittämiseen metallituotteisiin.
Elektrodin päällysteen koostumuksen monien mahdollisten vaihteluiden ja ydinlangan kemiallisten ominaisuuksien laajan valikoiman ansiosta prosessilla voidaan tuottaa laaja valikoima hitsiainekertymiä, joilla on halutut mekaaniset ja fysikaaliset ominaisuudet, ja samalla saadaan aikaan tasainen valokaari, tasaiset metallinsiirto-ominaisuudet ja helppokäyttöisyys. Se on yksi vanhimmista ja yksinkertaisimmista hitsausprosesseista, ja sitä käytetään edelleen laajalti.
Prosessin yksinkertaisuus ulottuu tarvittavien piirikomponenttien määrään ja luonteeseen, jotka ovat seuraavat:
1. Virtalähde, jonka virran nimellisarvo ja käyttöaste on riittävä
2. SMAW-elektrodi, joka on yhteensopiva virtalähteen ulostulon kanssa
3. Sopivan kokoinen hitsauskaapeli
4. Elektrodinpidin
5. Hitsauselektrodi. Työkappaleen johdin.
Prosessin perusteet
SMAW-hitsauksen erityispiirre on kulutuselektrodin ydinlankaa ympäröivän päällysteen fyysinen läsnäolo. Päällystettyä puikkoa kutsutaan elektrodiksi, koska se toimii päätelaitteena, josta sähkövirta siirtyy hitsauskaaren johtavasta kiinteästä aineesta johtavaan plasmaan.
Kussakin sovelluksessa elektrodin on täytettävä seuraavat kolme kriteeriä:
1. Sen on suojattava valokaari ja hitsattava metalli.
2. Sen on lisättävä metallia hitsiin.
3. Sen on ylläpidettävä hitsauskaarta.
Päällysteen ainesosat suorittavat nämä tehtävät. Riittävästi kuumennettuna päällysteen ainesosat tekevät seuraavaa:
1. Hajoavat kaasuiksi ja syrjäyttävät ilman hitsauskohdassa, jolloin ne muodostavat suojan valokaarelle ja hitsiaineelle;
2. Ionisoituvat tukeakseen valokaariplasmaa;
3. Virtaavat sulan metallin ja muodostavat jäähtyessään suojaavan kuonapeitteen hitsisulan päälle.
Peitteessä voi olla myös metallijauheita, jotka parantavat elektrodin metallipanosta hitsisulaan.
Toimintaperiaatteet
SMAW-prosessissa käytetään hitsausvalokaarta tukevaa sähköpiiriä muuttamaan sähköjohdon virta tai polttoaine lämmöksi. Hitsauskaaren lämpö on voimakasta ja erittäin keskittynyttä. Se sulattaa välittömästi osan työkappaleesta ja elektrodin pään. Hitsaaja säilyttää valokaaren pituuden pitämällä elektrodin ja työkappaleeseen muodostuvan hitsausaltaan välissä tasaisen tilan. Kun valokaari poistetaan, neste sulaa ja sula jähmettyy jatkuvaksi metalliksi.
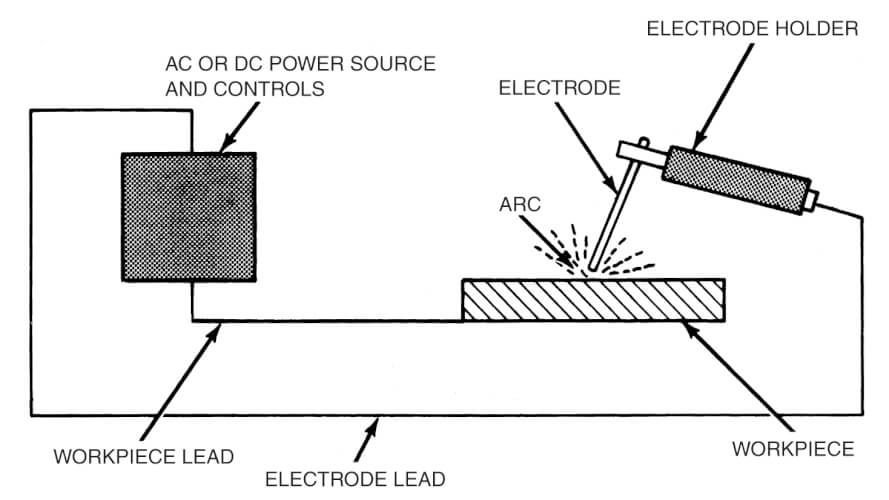
Suojakaarihitsauksen tyypillisen hitsausvirtapiirin osat.
Kuten kuvan 1 kaaviossa näkyy, virtalähde kytketään virtapiiriin, jossa elektrodi ja työkappale ovat sarjassa. Piirissä käytettävä hitsauskaapeli, elektrodin pidin sekä kaapelin ja työkappaleen välinen liitos ovat myös tärkeitä piirin osia. Virtalähteessä on kaksi erillistä lähtöliitäntää. Toisesta liittimestä tehdään yhteys elektrodiin. Kun käytetään tasavirtaa (DC), oikea pääte elektrodiliitäntää varten määräytyy kyseiselle elektrodityypille vaaditun napaisuuden mukaan. Kun käytetään vaihtovirtaa (AC), elektrodi voidaan liittää kumpaan tahansa liittimeen. Työstökappaleen ja elektrodin välinen virtapiiri on avoin.
Sikäli kuin SMAW-elektrodia pidetään kauempana työkappaleesta,
virtapiiri pysyy avoimena, ja jännitemittarilla voidaan mitata jännitehäviö elektrodin pidikkeen
ja työkappaleen välillä tässä avoimen virtapiirin (hitsausta edeltävässä) tilassa.
Päällystetyt elektrodit
Kaikissa SMAW-elektrodeissa on päällyste, jonka ainesosat helpottavat hitsausprosessia ja lisäävät seosaineita, jotka antavat hitsille hyödyllisiä ominaisuuksia. Ilman päällystettä valokaarta olisi hyvin vaikea ylläpitää, hitsauskerros olisi hauras liuenneen hapen ja typen vaikutuksesta, hitsauspallo olisi tylsä ja epäsäännöllisen muotoinen ja työkappale olisi alileikattu.
Elektrodivalmistajat levittävät päällysteen SMAW-elektrodeihin joko puristamalla tai upottamalla. Ekstruusio
on paljon käytetympi, ja se saadaan aikaan sekoittamalla kuivat komponentit nestemäisiin silikaatteihin. Upotusprosessia käytetään pääasiassa valuraudan hitsaukseen käytettäviin SMAW-elektrodeihin ja joihinkin erikoiselektrodeihin, joissa on monimutkainen ydinlanka.
Päällyste sisältää suurimman osan prosessin kannalta välttämättömistä stabiloivista, suojaavista, vuonpoistavista, hapettamista estävistä ja kuonaa muodostavista aineista. Sen lisäksi, että elektrodin päällyste ylläpitää valokaarta ja syöttää lisäainetta hitsauskertymää varten, elektrodin päällysteen hajoaminen tuo muita keskeisiä materiaaleja valokaareen tai sen ympärille tai molempiin. Käytettävän elektrodin tyypistä riippuen elektrodin päällyste tarjoaa seuraavat ominaisuudet:
1. Kaasua, joka suojaa valokaaren ja estää sulan metallin liiallisen ilmansaastumisen;
2. Hapettimia, jotka reagoivat huokoisuutta aiheuttavien liuenneiden kaasumaisten alkuaineiden kanssa ja vähentävät niiden määrää;
3. Sulatusaineita, jotka kiihdyttävät kemiallisia reaktioita ja puhdistavat hitsausaltaan;
4. Kuonapeitteen, joka suojaa kuumaa hitsiainetta ilmalta ja parantaa hitsausmetallin mekaanisia ominaisuuksia, helmiäisen muotoa ja hitsiainesten pinnan puhtautta;
5. Kuonapeitteen, joka suojaa kuumaa hitsiainetta ilmalta ja parantaa mekaanisia ominaisuuksia, helmiäisen muotoa ja pinnan puhtautta;5. Hitsiä. Seosaineet halutun mikrorakenteen aikaansaamiseksi;
6. Elementit ja yhdisteet raekoon kasvun hallitsemiseksi;
7. Seosaineet hitsiaineen mekaanisten ominaisuuksien parantamiseksi;
8. Elementit hitsausaltaan muotoon vaikuttamiseksi;
9. Seosaineet, jotka vaikuttavat hitsausaltaan muotoon. Työkappaleen kostumiseen ja nestemäisen hitsiaineen viskositeettiin vaikuttavat aineet; ja
10. Stabilointiaineet, jotka auttavat luomaan elektrodin toivotut sähköiset ominaisuudet ja minimoivat roiskumisen.
Päällysteen kemialliset yhdisteet yhdessä ydinlangan koostumuksen kanssa luovat ainutlaatuisia mekaanisia ominaisuuksia hitsiin ja parantavat hitsausominaisuuksia, kuten valokaaren vakautta, metallinsiirtotyyppiä ja kuonaa. Erilaiset elektrodityypit on muotoiltu paitsi eri metallien hitsaamiseksi myös tiettyjen prosessin ominaisuuksien optimoimiseksi ja etujen saamiseksi tietyllä
sovellusalueella.
Valokaaren suojaus
Kuvassa
esitetyn prosessin suojaustoiminta. 2 kuvattu suojatoiminta on periaatteessa sama kaikille SMAW-elektrodeille, mutta erityinen suojausmenetelmä ja tuotetun kuonan määrä vaihtelevat elektrodityypeittäin.
Kuten kuvassa 2 on esitetty, kaksi mekanismia toimii estääkseen ilman sisältämien kaasujen aiheuttaman haitallisen vaikutuksen hitsausaltaaseen. Ensimmäinen on elektrodin päällysteen palamisesta ja hajoamisesta syntyvien kaasujen voimakas syrjäyttäminen ilmasta. Toinen on vuon tai kuonan peittävä vaikutus, joka estää ilman ainesosien diffuusion nestemäiseen metalliin. Elektrodipäällysteet perustuvat vaihtelevasti näihin kahteen mekanismiin, jotta saadaan aikaan edullisin suojavaikutus tietylle hitsille.
Prosessin edut
SMAW:n tärkein etu on se, että prosessilla voidaan hitsata monenlaisia metalleja ja seoksia. Menetelmiä ja elektrodeja on saatavilla hiili- ja niukkaseosteisten terästen, korkeaseosteisten terästen, pinnoitettujen terästen, työkalu- ja muototerästen, ruostumattomien ja kuumuutta kestävien terästen, valurautojen, kuparin ja kupariseosten sekä nikkeli- ja kobolttiseosten hitsaamiseen.
Menetelmällä voidaan hitsata myös muita etuja:
1. Laitteisto on suhteellisen yksinkertainen, edullinen ja kannettava.
2. SMAW-elektrodi tarjoaa sekä suojauksen että lisäaineen hyvän hitsin tekemiseen.
3. Apukaasusuojausta tai rakeista hitsausliuosta ei tarvita.
4. Prosessi ei ole yhtä herkkä tuulelle ja vedolle kuin suojakaarihitsausprosessit.
5. Prosessi on vähemmän herkkä tuulelle ja vedolle kuin suojakaarihitsausprosessit. SMAW-elektrodien mitat ovat ihanteelliset ulottumaan alueille, joihin on rajoitettu pääsy (elektrodeja voidaan taivuttaa ja peilien avulla soveltaa kuolleisiin kohtiin).
6. Prosessi soveltuu useimmille yleisimmin käytetyille metalleille ja seoksille.
7. Prosessi on joustava ja sitä voidaan soveltaa erilaisiin liitoskonfiguraatioihin ja hitsausasentoihin.
8. Optimaaliset tulokset saavutetaan helposti ja luotettavasti.
Prosessin rajoitukset
1. Hitsausprosessin rajoitukset
. Metalleja, joilla on alhainen sulamislämpötila, kuten lyijyä, tinaa ja sinkkiä, ja niiden seoksia ei hitsata SMAW:lla. Näillä metalleilla on suhteellisen alhainen kiehumispiste ja SMAW-kaaren voimakas kuumuus saa ne välittömästi höyrystymään kiinteästä olomuodosta. Suojakaarihitsaus ei myöskään sovellu reaktiivisille metalleille, kuten titaanille, zirkoniumille, tantaalille ja niobiumille, koska tarjottu suojaus ei ole riittävän inertti estääkseen hitsin kontaminaation.
2. Prosessi tuottaa alhaisemman laskeumanopeuden kuin kaasumetallikaarihitsaus (GMAW) ja valokaarihitsaus (FCAW). Laskeumanopeus on alhaisempi, koska suurin käyttövirta on rajoitettu.
3. Jos elektrodi on liian pitkä tai jos virta on liian suuri, SMAW-elektrodin sisällä syntyvän lämmön määrä on liiallinen. Kun hitsaus on aloitettu, päällysteen lämpötila nousee lopulta alueelle, joka aiheuttaa päällysteen ennenaikaisen rikkoutumisen. Tämä rikkoutuminen puolestaan aiheuttaa valokaaren ominaisuuksien heikkenemisen ja vähentää suojauksen tasoa. Näin ollen hitsaus on lopetettava ennen kuin elektrodi on täysin kulunut. Näin ollen käytettävän virran määrä on rajoitettu alueelle, joka estää elektrodin ylikuumenemisen ja päällysteen rikkoutumisen. Rajoitettu käyttövirta johtaa yleensä alhaisempiin pinnoitusnopeuksiin kuin GMAW:lla tai FCAW:lla saavutettavissa olevat pinnoitusnopeudet.
4. Tukkihäviö on toinen luontainen haittapuoli. Tynkä on SMAW-elektrodin tartuntapää, joka hylätään. Se koostuu elektrodin pidikkeen sisällä olevasta ydinlangasta ja pienestä osasta elektrodin peitettyä pituutta. Tyngähäviö vaikuttaa laskeutumistehokkuuteen, ei laskeutumisnopeuteen. Pidemmät tyngähäviöt johtavat suoraan alhaisempaan laskeutumistehokkuuteen.
5. Operaattorikerroin – kaariaika prosentteina hitsaajan kokonaistyöajasta – on SMAW:lla yleensä alhaisempi kuin jatkuvalla elektrodiprosessilla, kuten GMAW:lla tai FCAW:lla.
Kun hitsaussaumaus vaatii suuren määrän täytemetallia, alhaisen laskeutumisnopeuden ja alhaisemman operaattorikertoimen yhdistelmä vähentää SMAW:n käytön kannattavuutta. Näissä tapauksissa hitsin valmistumisnopeus voi olla liian hidas ja hitsauskustannukset suhteellisen korkeat.
Perustuu tietoihin, jotka on saatu teoksesta Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 ja The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.
.