- FABTECH365,
A védett fém ívhegesztés alapjai
Ez a régóta használt és sokoldalú eljárás alapjai kerülnek ismertetésre
A védett fém ívhegesztés (SMAW) során egy fedett elektróda és egy hegesztőmedence közötti ívet használnak a hegesztés megvalósításához. Ahogy a hegesztő folyamatosan adagolja a fedett elektródát a hegesztőmedencébe, a borítás bomlása során gázok keletkeznek, amelyek árnyékolják a medencét. Az eljárást nyomás alkalmazása nélkül és a fedett elektródából származó töltőanyaggal alkalmazzák. Az eljárás által lerakott egészséges hegesztőfém mind az illesztésre, mind a fémtermékek funkcionális felületének felvitelére használható.
Az elektródaburkolat összetételének számos lehetséges variációja és a maghuzalok kémiai összetételének nagy választéka miatt az eljárás kívánatos mechanikai és fizikai tulajdonságokkal rendelkező hegesztőfém-lerakódások széles skáláját képes előállítani, miközben biztosítja a sima ívet, az egyenletes fémátadási jellemzőket és a könnyű kezelhetőséget. Ez az egyik legrégebbi és legegyszerűbb hegesztési eljárás, és továbbra is széles körben használják.
Az eljárás egyszerűsége kiterjed a szükséges áramköri elemek számára és jellegére, amelyek a következők:
1. Megfelelő áramerősségű és munkaciklusú áramforrás
2. Az áramforrás kimenetével kompatibilis SMAW elektróda
3. Megfelelő méretű hegesztőkábel
4. Elektródatartó
5. Elektródatartó
. Egy munkadarab-vezeték.
Folyamat alapjai
A SMAW megkülönböztető jellemzője a borítás/bevonat fizikai jelenléte, amely körülveszi a fogyóelektróda maghuzalát. A burkolt pálcát elektródának nevezzük, mert ez az a végpont, ahonnan az elektromos áramlás a hegesztőív vezető szilárd anyagából a vezető plazmába változik.
Egy adott alkalmazáshoz az elektródának a következő három kritériumnak kell megfelelnie:
1. Árnyékolnia kell az ívet és a hegesztett fémet.
2. Fémet kell adnia a hegesztéshez.
3. Fenn kell tartania a hegesztési ívet.
A burkolat összetevői teljesítik ezeket a funkciókat. Kellően felmelegítve a burkolat összetevői a következőket végzik:
1. Gázokká bomlanak és kiszorítják a levegőt a hegesztés helyén, így biztosítva pajzsot az ív és a hegesztett fém számára;
2. Ionizálódnak, hogy támogassák az ívplazmát;
3. Folyósítják az olvadt fémet, és lehűléskor védő salakburkot képeznek a hegesztési gyöngyön.
A borítás tartalmazhat olyan fémporokat is, amelyek fokozzák az elektróda fém-hozzájárulását a hegesztőmedencéhez.
A működés alapelvei
A SMAW-eljárás egy elektromos áramkört használ, amely támogatja a hegesztési ívet, hogy az elektromos vezeték energiáját vagy a tüzelőanyagot hővé alakítsa. A hegesztőívből származó hő intenzív és rendkívül koncentrált. Azonnal megolvasztja a munkadarab egy részét és az elektróda végét. A hegesztő úgy tartja fenn az ív hosszát, hogy egyenletes távolságot tart az elektróda és a munkadarabon kialakuló hegesztési tócsa között. Amikor az ív megszűnik, a folyadék megolvad, és az olvadék folytonos fémmé szilárdul.
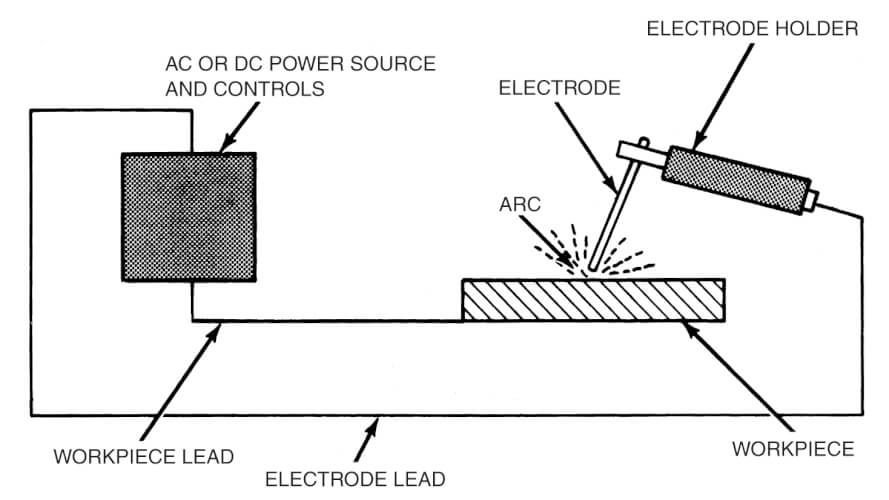
A védett fém ívhegesztés tipikus hegesztőáramkörének elemei.
Az 1. ábrán látható vázlat szerint az áramforrás az elektródával és a munkadarabbal sorba kapcsolt áramkörbe van kötve. Az áramkörben használt hegesztőkábel, az elektródatartó, valamint a kábel és a munkadarab közötti kapcsolat szintén fontos elemei az áramkörnek. Az áramforrásnak két különálló kimeneti csatlakozója van. Az egyik kapocsról történik a csatlakozás az elektródához. Egyenáram (DC) használata esetén az elektróda csatlakoztatására szolgáló megfelelő csatlakozót az adott típusú elektródához szükséges polaritás határozza meg. Váltakozó áram (AC) használatakor az elektróda bármelyik csatlakozóhoz csatlakoztatható. Az áramkör nyitott a munkadarab és az elektróda között.
Míg az SMAW-elektródát távol tartjuk a munkadarabtól, az
áramkör nyitott marad, és egy feszültségmérővel mérhető az elektródatartó
és a munkadarab közötti feszültségesés ebben a nyitott áramkörös (hegesztés előtti) állapotban.
Bevonatos elektródák
Minden SMAW-elektróda olyan alkotóelemeket tartalmazó bevonattal rendelkezik, amelyek megkönnyítik a hegesztési folyamatot, és olyan ötvözőelemeket adnak hozzá, amelyek hasznos tulajdonságokat kölcsönöznek a hegesztésnek. A bevonat nélkül az ívet nagyon nehéz lenne fenntartani, a hegesztési betét az oldott oxigén és nitrogén miatt törékeny lenne, a hegesztési gyöngy tompa és szabálytalan alakú lenne, a munkadarab pedig alulvágott lenne.
A elektródagyártók a bevonatot a SMAW-elektródákra extrudálással vagy merítéssel viszik fel. Az extrudálás
sokkal elterjedtebb, és a száraz komponensek folyékony szilikátokkal való keverésével valósul meg. A merítéses eljárást elsősorban az öntöttvas hegesztésére használt SMAW-elektródáknál és néhány speciális elektródánál alkalmazzák, amelyek összetett maghuzallal rendelkeznek.
A bevonat tartalmazza az eljáráshoz nélkülözhetetlen stabilizáló, árnyékoló, folyósító, dezoxidáló és salakképző anyagok nagy részét. Az ív fenntartása és a hegesztési betéthez szükséges töltőanyag biztosítása mellett az elektródaburkolat bomlása más kulcsfontosságú anyagokat juttat az ívbe vagy az ív köré, vagy mindkettőbe. Az alkalmazott elektróda típusától függően az elektródaburkolat a következőket biztosítja:
1. Gázt az ív árnyékolására és az olvadt fém túlzott légköri szennyeződésének megakadályozására;
2. Deoxidálószereket az oldott gáznemű elemekkel való reakcióra és azok szintjének csökkentésére, amelyek porozitást okozhatnak;
3. Folyasztószereket a kémiai reakciók felgyorsítására és a hegesztőmedence tisztítására;
4. Salaktakarót a forró hegesztett fém levegővel szembeni védelmére és a hegesztett fém mechanikai tulajdonságainak, gyöngy alakjának és felületi tisztaságának javítására;
5. Ötvözőelemek a kívánt mikroszerkezet eléréséhez;
6. Szemcsenövekedést szabályozó elemek és vegyületek;
7. Ötvözőanyagok a hegesztett fém mechanikai tulajdonságainak javítására;
8. A hegesztőmedence alakját befolyásoló elemek;
9. A hegesztőmedence alakját befolyásoló elemek;
9. Ötvözőelemek a hegesztett fém mechanikai tulajdonságainak javítására;
8. A munkadarab nedvesedését és a folyékony hegesztőfém viszkozitását befolyásoló elemek; és
10. Stabilizátorok, amelyek segítenek az elektróda kívánatos elektromos jellemzőinek kialakításában és a fröccsenés minimalizálásában.
A bevonatban lévő kémiai vegyületek a maghuzal összetételével kombinálva egyedi mechanikai tulajdonságokat hoznak létre a hegesztésben, és javítják a hegesztési jellemzőket, például az ív stabilitását, a fémátvitel típusát és a salakot. A különböző elektródatípusokat nemcsak a különböző fémek hegesztésére alakítják ki, hanem az eljárás bizonyos jellemzőinek optimalizálására és az
alkalmazás egy adott területén való előnyszerzésre is.
Az ív árnyékolása
Az ábra által bemutatott eljárás árnyékoló hatása. 2. ábrán bemutatott eljárás lényegében minden SMAW elektróda esetében azonos, de az árnyékolás konkrét módja és a keletkező salak mennyisége elektródatípusonként eltérő.
A 2. ábrán bemutatottak szerint két mechanizmus működik a levegőben lévő gázok által a hegesztőmedencére gyakorolt káros hatás megakadályozására. Az első a levegő erőteljes kiszorítása az elektródaburkolat égése és bomlása során keletkező gázokkal. A második a hegesztőfolyadék vagy salak takaró hatása, amely megakadályozza a levegő összetevőinek diffúzióját a folyékony fémbe. Az elektródaburkolatok eltérően támaszkodnak erre a két mechanizmusra, hogy a legelőnyösebb árnyékoló hatást biztosítsák egy adott hegesztéshez.
A folyamat előnyei
A SMAW fő előnye a fémek és ötvözetek nagy választéka, amelyeket az eljárás képes hegeszteni. Eljárások és elektródák állnak rendelkezésre szén- és gyengén ötvözött acélok, magasan ötvözött acélok, bevonatos acélok, szerszám- és szerszámacélok, rozsdamentes és hőálló acélok, öntöttvasak, réz és rézötvözetek, valamint nikkel- és kobaltötvözetek hegesztésére.
Az eljárás további előnyei a következők:
1. A berendezés viszonylag egyszerű, olcsó és hordozható.
2. Az SMAW-elektróda biztosítja mind az árnyékolást, mind a töltőanyagot a jó minőségű hegesztéshez.
3. Nincs szükség segédgázos árnyékolásra vagy szemcsés folyékony anyagra.
4. Az eljárás kevésbé érzékeny a szélre és a huzatra, mint a védőgázos ívhegesztési eljárások.
5. Az eljárás kevésbé érzékeny a szélre és a huzatra, mint a védőgázos ívhegesztési eljárások.
5. A védőgázos ívhegesztés nem szükséges. Az SMAW elektródák méretei ideálisak a korlátozottan hozzáférhető területek eléréséhez (az elektródák hajlíthatók, és tükrök segítségével a holtterekben is alkalmazhatók).
6. Az eljárás az általánosan használt fémek és ötvözetek többségénél alkalmazható.
7. Az eljárás rugalmas és sokféle kötéskonfigurációra és hegesztési pozícióra alkalmazható.
8. Az optimális eredmények könnyen és megbízhatóan elérhetők.
A folyamat korlátai
1. A hegesztőelektródák és a hegesztőelektródák használata nem okoz problémát. Az alacsony olvadáshőmérsékletű fémek, mint például az ólom, az ón és a cink, valamint ötvözeteik nem hegeszthetők SMAW-val. Ezeknek a fémeknek viszonylag alacsony a forráspontjuk, és az SMAW ív intenzív hője azonnal elpárologtatja őket szilárd állapotukból. A védett fém ívhegesztés hasonlóképpen nem alkalmas reaktív fémek, például titán, cirkónium, tantál és nióbium hegesztésére, mivel a biztosított árnyékolás nem eléggé inert ahhoz, hogy megakadályozza a hegesztési varrat szennyeződését.
2. Az eljárás alacsonyabb lerakódási sebességet eredményez, mint a gázfém ívhegesztés (GMAW) és a töltőanyagos ívhegesztés (FCAW) eljárások. A lerakódási sebesség azért alacsonyabb, mert a maximális hasznos áram korlátozott.
3. Ha az elektróda túl hosszú, vagy ha az áram túl nagy, az SMAW-elektródában keletkező hő mennyisége túlzott mértékű lesz. A hegesztés megkezdése után a borítás hőmérséklete végül olyan tartományba emelkedik, amely a borítás idő előtti meghibásodását okozza. Ez a meghibásodás viszont az ív jellemzőinek romlását váltja ki, és csökkenti az árnyékolás szintjét. Következésképpen a hegesztést le kell állítani az elektróda teljes elhasználódása előtt. Ezért a felhasználható áramerősséget egy olyan tartományon belül kell korlátozni, amely megakadályozza az elektróda túlmelegedését és a burkolat meghibásodását. A korlátozott hasznos áram általában alacsonyabb lerakódási sebességet eredményez, mint ami GMAW vagy FCAW esetén elérhető.
4. A csonkveszteség egy másik velejáró hátrány. A csonk a SMAW elektróda markolatvégét jelenti, amelyet eldobnak. Ez az elektródatartó markolatán belüli maghuzalból és a fedett hossz egy kis részéből áll. A csonkveszteség a leválasztás hatékonyságát, nem pedig a leválasztási sebességet befolyásolja. A hosszabb csonkveszteségek közvetlenül alacsonyabb lerakási hatékonyságot eredményeznek.
5. A kezelői tényező – az ívidő a hegesztő teljes munkaidejének százalékában kifejezve – az SMAW esetében általában alacsonyabb, mint a folyamatos elektródás eljárással, például a GMAW vagy FCAW esetében elért érték.
Ha a hegesztés nagy mennyiségű töltőanyagot igényel, az alacsony lerakódási sebesség és
az alacsonyabb kezelői tényező kombinációja hátrányosan befolyásolja az SMAW használatát. Ezekben az esetekben a hegesztés befejezési sebessége túl lassú lehet, és a hegesztés költsége viszonylag magas.
A Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 és The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.
információi alapján.