- FABTECH365,
Shielded Metal Arc Welding Basics
Fundamentals of this long-used and versatile process are explained
I shielded metal arc welding (SMAW), a arc between a covered electrode and a weld pool is used to accomplish a weld. Når svejseren støt og roligt fører den overdækkede elektrode ind i svejsebadet, udvikler nedbrydningen af overdækningen sig til gasser, der afskærmer badet. Processen anvendes uden påføring af tryk og med fyldmetal fra den overdækkede elektrode. Det sunde svejsemetal, der aflejres ved processen, anvendes både til sammenføjning og til påføring af en funktionel overflade på metalprodukter.
På grund af de mange mulige variationer i elektrodebelægningens sammensætning og det store udvalg af kernetrådskemi kan processen producere et omfattende udvalg af svejsemetalbelægninger med ønskelige mekaniske og fysiske egenskaber, samtidig med at den giver en jævn lysbue, ensartede metaloverførselsegenskaber og nem betjening. Det er en af de ældste og enkleste svejseprocesser, og den er fortsat meget udbredt.
Processens enkelhed strækker sig til antallet og arten af de nødvendige kredsløbskomponenter, som er som følger:
1. En strømkilde med passende strømstyrke og arbejdscyklus
2. En SMAW-elektrode, der er kompatibel med strømkildens udgang
3. Et svejsekabel af passende størrelse
4. En elektrodeholder
5. En arbejdsstykketilslutning.
Processens grundlag
Det karakteristiske træk ved SMAW er den fysiske tilstedeværelse af den overtræk/belægning, der omgiver kernetråden i den forbrugsbare elektrode. Den beklædte stang kaldes en elektrode, fordi den fungerer som den terminal, hvorfra den elektriske strøm overgår fra det ledende faste stof til det ledende plasma i svejsebuen.
For en given anvendelse skal elektroden opfylde følgende tre kriterier:
1. Den skal afskærme lysbuen og svejsemetallet.
2. Den skal tilføre metal til svejsningen.
3. Den skal opretholde en svejsebue.
Bestanddelene i belægningen opfylder disse funktioner. Når belægningens bestanddele er tilstrækkeligt opvarmet, gør de følgende:
1. Nedbrydes til gasser og fortrænger luften på svejsestedet og danner derved et skjold for lysbuen og svejsemetallet;
2. Ioniseres for at understøtte lysbuens plasma;
3. Fluxer det smeltede metal og danner ved afkøling et beskyttende slaggedække på svejseperlen.
Dækket kan også indeholde metalpulver, der øger elektrodens metalbidrag til svejsebadet.
Driftsprincipper
SMAW-processen anvender et elektrisk kredsløb, der understøtter en svejsebue, til at omdanne elektrisk ledningsstrøm eller brændstof til varme. Varmen fra svejsebogen er intens og ekstremt koncentreret. Den smelter straks en del af arbejdsemnet og enden af elektroden. Svejseren opretholder lysbuens længde ved at holde en konstant afstand mellem elektroden og det svejsebad, der dannes på arbejdsemnet. Når lysbuen fjernes, smelter væsken, og smeltet størkner til kontinuerligt metal.
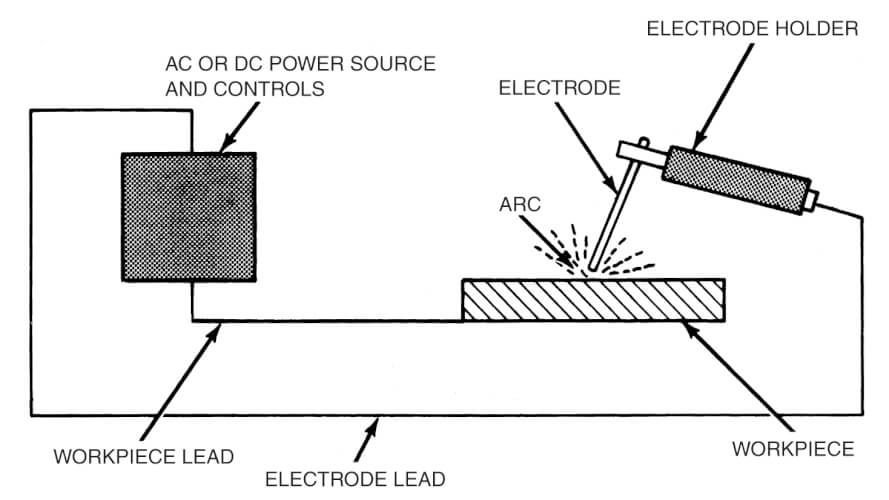
Elementer af et typisk svejsekredsløb til lysbuesvejsning med beskyttet metal.
Som vist i skemaet i fig. 1 er strømkilden forbundet i et kredsløb med elektrode og arbejdsemne i serie. Det svejsekabel, der anvendes i kredsløbet, elektrodeholderen og forbindelsen mellem kablet og arbejdsemnet er også vigtige elementer i kredsløbet. Strømkilden har to forskellige udgangsterminaler. Fra den ene terminal foretages en forbindelse til elektroden. Når der anvendes jævnstrøm (DC), bestemmes den korrekte terminal til elektrodeforbindelsen af den nødvendige polaritet for den pågældende type elektrode. Når der anvendes vekselstrøm (AC), kan elektroden tilsluttes til begge terminaler. Kredsløbet er åbent mellem arbejdsemnet og elektroden.
Så længe SMAW-elektroden holdes væk fra arbejdsemnet, forbliver
kredsløbet åbent, og et voltmeter kan bruges til at måle spændingsfaldet mellem elektrodeholderen
og arbejdsemnet for denne tilstand med åbent kredsløb (før svejsning).
Overtrukne elektroder
Alle SMAW-elektroder har et overtræk med bestanddele, der letter svejseprocessen og tilfører legeringselementer, der giver svejsningen nyttige egenskaber. Uden belægningen ville det være meget vanskeligt at opretholde lysbuen, svejsebelægningen ville være sprød med opløst ilt og kvælstof, svejseperlen ville være kedelig og uregelmæssigt formet, og arbejdsemnet ville blive underskåret.
Elektrodeproducenter påfører belægningen på SMAW-elektroder enten ved ekstrudering eller dypning. Ekstrudering
er langt mere udbredt og opnås ved at blande de tørre komponenter med flydende silikater. Dypningsprocessen anvendes primært til SMAW-elektroder, der anvendes til svejsning af støbejern, og til nogle specialelektroder, der har en kompleks kernetråd.
Beklædningen indeholder de fleste af de stabiliserende, afskærmende, fluxende, desoxiderende og slaggedannende materialer, der er væsentlige for processen. Ud over at opretholde lysbuen og levere tilsatsmetal til svejsebelægningen, introducerer nedbrydning af elektrodebelægningen andre vigtige materialer i eller omkring lysbuen eller begge dele. Afhængigt af den anvendte elektrodetype leverer elektrodebelægningen følgende:
1. En gas til at afskærme lysbuen og forhindre overdreven atmosfærisk forurening af det smeltede metal;
2. Deoxidationsmidler til at reagere med og nedbringe niveauet af opløste gasformige elementer, der kan forårsage porøsitet;
3. Fluxmidler til at fremskynde kemiske reaktioner og rense svejsebadet;
4. Et slaggetæppe til at beskytte det varme svejsemetal mod luft og til at forbedre svejsemetallets mekaniske egenskaber, perleform og overfladerenshed;
5. Legeringselementer til opnåelse af den ønskede mikrostruktur;
6. Elementer og forbindelser til styring af kornvækst;
7. Legeringsmaterialer til forbedring af svejsemetallets mekaniske egenskaber;
8. Elementer til påvirkning af svejsebadets form;
9. Elementer, der påvirker væddemålet og viskositeten af det flydende svejsemetal, og
10. Stabilisatorer, der hjælper med at etablere elektrodens ønskelige elektriske egenskaber og minimere sprøjtning.
De kemiske forbindelser i belægningen skaber i kombination med kernetrådens sammensætning unikke mekaniske egenskaber i svejsningen og forbedrer svejseegenskaber som f.eks. lysbuestabilitet, metaloverførselstype og slagge. De forskellige typer elektroder er ikke kun sammensat til at svejse forskellige metaller, men også til at optimere visse egenskaber ved processen og opnå en fordel inden for et bestemt anvendelsesområde
.
Bueafskærmning
Den afskærmende virkning af den proces, der er illustreret i fig. 2 er i det væsentlige den samme for alle SMAW-elektroder, men den specifikke afskærmningsmetode og den producerede slaggemængde varierer fra den ene elektrodetype til den anden.
Som vist i fig. 2 virker to mekanismer for at forhindre den skadelige påvirkning af svejsebadet forårsaget af de gasser, der er indeholdt i luften. Den første er den kraftige fortrængning af luften ved hjælp af de gasser, der produceres ved forbrænding og nedbrydning af elektrodebelægningen. Den anden er den tæppende virkning af flusmidlet eller slaggen, som forhindrer diffusion af luftbestanddelene ind i det flydende metal. Elektrodebelægninger varierer i deres afhængighed af disse to mekanismer for at give den mest fordelagtige afskærmningsvirkning for en specifik svejsning.
Processens fordele
En hovedfordel ved SMAW er det store udvalg af metaller og legeringer, som processen er i stand til at svejse. Der findes procedurer og elektroder til svejsning af kulstof- og lavlegeret stål, højtlegeret stål, belagt stål, værktøjsstål, rustfrit stål og varmebestandigt stål, støbejern, kobber og kobberlegeringer samt nikkel- og koboltlegeringer.
Følgende er andre fordele ved processen:
1. Udstyret er relativt enkelt, billigt og bærbart.
2. SMAW-elektroden leverer både afskærmning og fyldmetal til at lave en sund svejsning.
3. Der er ikke behov for ekstra gasafskærmning eller granulært flusmiddel.
4. Processen er mindre følsom over for vind og træk end de gasbeskyttede lysbuesvejsningsprocesser.
5. SMAW-elektrodernes dimensioner er ideelle til at nå ind i områder med begrænset adgang (elektroder kan bøjes og ved hjælp af spejle anvendes i blinde vinkler).
6. Processen er velegnet til de fleste almindeligt anvendte metaller og legeringer.
7. Processen er fleksibel og kan anvendes til en række forskellige samlingskonfigurationer og svejsepositioner.
8. Optimale resultater kan let og pålideligt opnås.
Processens begrænsninger
1. Metaller med lave smeltetemperaturer, såsom bly, tin og zink og deres legeringer svejses ikke med SMAW. Disse metaller har et relativt lavt kogepunkt, og den intense varme fra SMAW-bogen får dem straks til at fordampe fra den faste tilstand. Beskyttet metalbuesvejsning er ligeledes ikke egnet til reaktive metaller som titan, zirconium, tantal og niobium, fordi den tilførte afskærmning ikke er tilstrækkelig inert til at forhindre forurening af svejsningen.
2. Processen giver lavere udfældningshastigheder end gasmetalbuesvejsning (GMAW) og flux cored arc welding (FCAW) processer. Udfældningshastigheden er lavere, fordi den maksimale brugbare strøm er begrænset.
3. Hvis elektroden er for lang, eller hvis strømmen er for høj, vil den mængde varme, der genereres i SMAW-elektroden, være for stor. Efter at svejsningen er begyndt, vil temperaturen i belægningen til sidst stige til et område, der vil forårsage et for tidligt nedbrud af belægningen. Dette sammenbrud udløser igen en forringelse af lysbuens egenskaber og reducerer beskyttelsesniveauet. Følgelig skal svejsningen standses, før elektroden er helt opbrugt. Den strømstyrke, der kan anvendes, er derfor begrænset inden for et interval, der forhindrer overophedning af elektroden og nedbrydning af belægningen. Den begrænsede brugbare strøm resulterer i generelt lavere udfældningshastigheder end dem, der kan opnås med GMAW eller FCAW.
4. Stubtab er en anden iboende ulempe. Stubben er den grebsende af SMAW-elektroden, som kasseres. Den består af kernetråden inden for elektrodeholderens greb og en lille del af den overdækkede længde. Stubtab påvirker aflejringseffektiviteten, ikke aflejringshastigheden. Længere stubtab udmønter sig direkte i lavere aflejringseffektivitet.
5. Operatørfaktoren – lysbuetiden som en procentdel af svejserens samlede arbejdstid – for SMAW er normalt lavere end den, der opnås med en kontinuerlig elektrodeproces som GMAW eller FCAW.
Når svejsningen kræver en stor mængde fyldmetal, er kombinationen af lave udfældningshastigheder og
en lavere operatørfaktor til skade for brugen af SMAW. I disse tilfælde kan svejsningens færdiggørelseshastighed være for langsom, og svejseomkostningerne relativt høje.
Baseret på oplysninger fra Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 og The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.