- FABTECH365,
Grunderna för sköldbågssvetsning
Fundamentaliteterna i denna sedan länge använda och mångsidiga process förklaras
I sköldbågssvetsning (SMAW) används en ljusbåge mellan en täckt elektrod och en svetsbassäng för att åstadkomma en svets. När svetsaren stadigt för in den täckta elektroden i svetsbassängen utvecklas nedbrytningen av täckningen till gaser som skyddar bassängen. Processen används utan tryck och med fyllnadsmetall från den täckta elektroden. Den sunda svetsmetall som avsätts genom processen används både för sammanfogning och för att applicera en funktionell yta på metallprodukter.
På grund av de många möjliga variationerna i elektrodöverdragets sammansättning och det stora urvalet av kärntrådskemi, kan processen producera ett omfattande utbud av svetsmetallsavlagringar med önskvärda mekaniska och fysikaliska egenskaper, samtidigt som den ger en jämn ljusbåge, enhetliga metallöverföringsegenskaper och enkel drift. Det är en av de äldsta och enklaste svetsprocesserna och fortsätter att användas i stor utsträckning.
Processens enkelhet sträcker sig till antalet och arten av de kretsdelar som krävs, vilka är följande:
1. En strömkälla med lämplig strömstyrka och arbetscykel
2. En SMAW-elektrod som är kompatibel med strömkällans utgång
3. En svetskabel av lämplig storlek
4. En elektrodhållare
5. En arbetsstyckesledning.
Processens grunder
Det utmärkande draget för SMAW är den fysiska närvaron av den täckande/beläggning som omger kärntråden i den förbrukningsbara elektroden. Den överdragna staven kallas elektrod eftersom den fungerar som den terminal från vilken det elektriska flödet övergår från det ledande fasta materialet till svetsbågens ledande plasma.
För varje given tillämpning måste elektroden uppfylla följande tre kriterier:
1. Den måste skydda ljusbågen och svetsmetallen.
2. Den måste tillföra metall till svetsen.
3. Den måste upprätthålla en svetsbåge.
Beståndsdelarna i överdraget fyller dessa funktioner. När de är tillräckligt uppvärmda gör beståndsdelarna i beläggningen följande:
1. De sönderdelas till gaser och tränger undan luften på svetsplatsen, vilket ger en sköld för ljusbågen och svetsmetallen;
2. De joniseras för att stödja ljusbågsplasman;
3. De flussar den smälta metallen och bildar vid avkylning ett skyddande slaggtäcke på svetskulan.
Täckningen kan också innehålla metallpulver som ökar elektrodens metallbidrag till svetsbadet.
Förfarandeprinciper
SMAW-processen använder en elektrisk krets som stöder en svetsbåge för att omvandla elektrisk ledningsström eller bränsle till värme. Värmen från svetsbågen är intensiv och extremt koncentrerad. Den smälter omedelbart en del av arbetsstycket och elektrodens ände. Svetsaren upprätthåller bågens längd genom att hålla ett jämnt utrymme mellan elektroden och den svetsbassäng som bildas på arbetsstycket. När ljusbågen avlägsnas smälter vätskan och smältan stelnar till kontinuerlig metall.
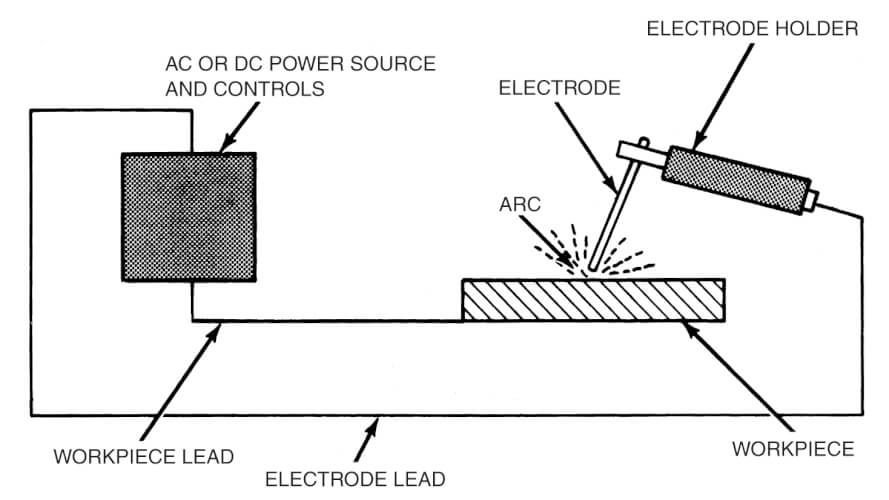
Elementen i en typisk svetskrets för skyddad metallbågsvetsning.
Som framgår av schematiken i fig. 1 är strömkällan kopplad i en krets med elektrod och arbetsstycke i serie. Svetskabeln som används i kretsen, elektrodhållaren och anslutningen mellan kabeln och arbetsstycket är också viktiga element i kretsen. Strömkällan har två olika utgångsterminaler. Från den ena terminalen görs en anslutning till elektroden. Vid användning av likström (DC) bestäms rätt terminal för elektrodanslutningen av den polaritet som krävs för den typen av elektrod. Vid användning av växelström (AC) kan elektroden anslutas till någon av terminalerna. Kretsen är öppen mellan arbetsstycket och elektroden.
Så länge SMAW-elektroden hålls borta från arbetsstycket förblir
kretsen öppen och en voltmeter kan användas för att mäta spänningsfallet mellan elektrodhållaren
och arbetsstycket för detta tillstånd med öppen krets (försvetsning).
Beskyddade elektroder
Alla SMAW-elektroder har ett överdrag med beståndsdelar som underlättar svetsprocessen och tillför legeringsämnen som ger svetsen användbara egenskaper. Utan överdraget skulle ljusbågen vara mycket svår att upprätthålla, svetsbeläggningen skulle vara spröd med löst syre och kväve, svetsstrålen skulle vara matt och oregelbundet formad och arbetsstycket skulle vara underskuret.
Elektrodtillverkare applicerar överdraget på SMAW-elektroder antingen genom extrudering eller doppning. Extrudering
är mycket vanligare och uppnås genom att blanda de torra komponenterna med flytande silikater. Doppningsprocessen används främst för SMAW-elektroder som används för svetsning av gjutjärn och för vissa specialelektroder som har en komplex kärntråd.
Täckningen innehåller de flesta av de stabiliserande, avskärmande, flussande, desoxiderande och slaggbildande material som är viktiga för processen. Förutom att upprätthålla ljusbågen och tillhandahålla tillsatsmetall för svetsförekomsten, introducerar nedbrytning av elektrodöverdraget andra viktiga material i eller runt ljusbågen, eller båda. Beroende på vilken typ av elektrod som används ger elektrodöverdraget följande:
1. En gas för att skydda ljusbågen och förhindra överdriven atmosfärisk kontaminering av den smälta metallen;
2. Desoxidationsmedel för att reagera med och minska nivån av upplösta gasformiga element som kan orsaka porositet;
3. Fluxmedel för att påskynda kemiska reaktioner och rengöra svetsbassängen;
4. Ett slaggtäcke för att skydda den heta svetsmetallen från luften och för att förbättra svetsmetallens mekaniska egenskaper, pärlform och ytrens renhet;
5. Legeringselement för att uppnå önskad mikrostruktur;
6. Element och föreningar för att kontrollera korntillväxten;
7. Legeringsmaterial för att förbättra svetsmetallens mekaniska egenskaper;
8. Element för att påverka svetsbadets form;
9. Element som påverkar fuktningen av arbetsstycket och viskositeten hos den flytande svetsmetallen, och
10. Stabilisatorer som hjälper till att etablera elektrodens önskvärda elektriska egenskaper och minimera stänk.
De kemiska föreningarna i beläggningen, i kombination med kärntrådssammansättningen, skapar unika mekaniska egenskaper i svetsen och förbättrar svetsegenskaper som ljusbågsstabilitet, metallöverföringstyp och slagg. De olika typerna av elektroder är formulerade inte bara för att svetsa olika metaller utan också för att optimera vissa egenskaper hos processen och få en fördel inom ett visst
tillämpningsområde.
Bågskärmning
Skärmningsåtgärden i den process som illustreras i fig. 2 är i huvudsak densamma för alla SMAW-elektroder, men den specifika metoden för avskärmning och den volym slagg som produceras varierar från en elektrodtyp till en annan.
Som framgår av fig. 2 verkar två mekanismer för att förhindra den skadliga effekten på svetsbadet som orsakas av de gaser som finns i luften. Den första är den kraftiga förskjutningen av luften med hjälp av gaser som produceras genom förbränning och nedbrytning av elektrodöverdraget. Den andra är den täckande effekten av flussmedlet eller slaggen, som förhindrar diffusion av luftens beståndsdelar in i den flytande metallen. Elektrodtäckningar varierar i sitt beroende av dessa två mekanismer för att ge den mest fördelaktiga skyddsverkan för en specifik svetsning.
Processfördelar
En huvudfördel med SMAW är det stora utbudet av metaller och legeringar som processen klarar av att svetsa. Det finns förfaranden och elektroder för att svetsa kol- och låglegerade stål, höglegerade stål, belagda stål, verktygsstål, rostfria och värmebeständiga stål, gjutjärn, koppar och kopparlegeringar samt nickel- och koboltlegeringar.
Följande är andra fördelar med processen:
1. Utrustningen är relativt enkel, billig och bärbar.
2. SMAW-elektroden ger både skydd och tillsatsmetall för att göra en bra svetsning.
3. Hjälpgasskydd eller granulärt flussmedel behövs inte.
4. Processen är mindre känslig för vind och drag än de gasskyddade bågsvetsningsprocesserna.
5. SMAW-elektrodernas dimensioner är idealiska för att nå in i områden med begränsad åtkomst (elektroder kan böjas och med hjälp av speglar appliceras i döda vinklar).
6. Processen lämpar sig för de flesta vanligt förekommande metaller och legeringar.
7. Processen är flexibel och kan tillämpas på en mängd olika skarvkonfigurationer och svetspositioner.
8. Optimala resultat kan enkelt och tillförlitligt erhållas.
Processbegränsningar
1. Metaller med låga smälttemperaturer, såsom bly, tenn och zink, och deras legeringar svetsas inte med SMAW. Dessa metaller har relativt låg kokpunkt och den intensiva värmen från SMAW-bågen får dem omedelbart att förångas från fast tillstånd. Skyddad metallbågsvetsning är inte heller lämplig för reaktiva metaller som titan, zirkonium, tantal och niob, eftersom den tillförda skyddet inte är tillräckligt inert för att förhindra kontaminering av svetsen.
2. Processen ger lägre avsättningshastigheter än gasmetallbågsvetsning (GMAW) och flussbågssvetsning (FCAW). Utfällningshastigheten är lägre eftersom den maximala användbara strömmen är begränsad.
3. Om elektroden är för lång eller om strömmen är för hög kommer den värmemängd som genereras i SMAW-elektroden att vara överdriven. Efter att svetsningen har påbörjats kommer temperaturen i beläggningen så småningom att stiga till ett område som kommer att orsaka en för tidig nedbrytning av beläggningen. Denna nedbrytning leder i sin tur till en försämring av ljusbågens egenskaper och minskar skyddsnivån. Svetsningen måste därför avbrytas innan elektroden är helt förbrukad. Den strömstyrka som kan användas begränsas därför inom ett område som förhindrar överhettning av elektroden och nedbrytning av beläggningen. Den begränsade användbara strömmen resulterar i generellt sett i lägre avsättningshastigheter än de som kan uppnås med GMAW eller FCAW.
4. Stubbförlust är en annan inneboende nackdel. Stubben är den greppända änden av SMAW-elektroden som kasseras. Den består av kärntråden i elektrodhållarens grepp och en liten del av den täckta längden. Stubbförlusten påverkar effektiviteten vid deponering, inte deponeringshastigheten. Längre stubförluster ger direkt en lägre avlagringseffektivitet.
5. Operatörsfaktorn – bågtid i procent av svetsarens totala arbetstid – för SMAW är vanligtvis lägre än den som erhålls med en kontinuerlig elektrodprocess som GMAW eller FCAW.
Om svetsningen kräver en stor volym tillsatsmetall, gör kombinationen av låg avsättningshastighet och
en lägre operatörsfaktor att SMAW inte bör användas. I dessa fall kan svetsens färdigställandegrad vara för långsam och svetskostnaden relativt hög.
Baserad på information från Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 och The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.