- FABTECH365,
Podstawy spawania łukiem krytym
Podstawy tego od dawna używanego i wszechstronnego procesu są wyjaśnione
W spawaniu łukiem krytym (SMAW), łuk pomiędzy elektrodą otuloną a jeziorkiem spawalniczym jest używany do wykonania spoiny. Gdy spawacz stopniowo wprowadza elektrodę otuloną do jeziorka spawalniczego, w wyniku rozkładu otuliny powstają gazy, które osłaniają jeziorko. Proces ten jest stosowany bez docisku i z wypełniaczem z elektrody otulonej. Metal spoiny osadzony w procesie jest używany zarówno do łączenia, jak i do nakładania funkcjonalnej powierzchni na produkty metalowe.
Z powodu wielu możliwych wariantów składu otuliny elektrody i dużego wyboru składu chemicznego drutu rdzeniowego, proces ten może wytwarzać szeroki zakres złóż metalu spoiny o pożądanych właściwościach mechanicznych i fizycznych, zapewniając jednocześnie gładki łuk, jednolitą charakterystykę przenoszenia metalu i łatwość obsługi. Jest to jeden z najstarszych i najprostszych procesów spawania i nadal jest szeroko stosowany.
Prostota procesu rozciąga się na liczbę i charakter wymaganych elementów obwodu, które są następujące:
1. Źródło zasilania o odpowiednim natężeniu i cyklu pracy
2. Elektroda SMAW kompatybilna z wyjściem źródła zasilania
3. Odpowiednio zwymiarowany kabel spawalniczy
4. Uchwyt elektrody
5. Prowadzenie przedmiotu obrabianego.
Podstawy procesu
Cechą charakterystyczną metody SMAW jest fizyczna obecność pokrycia/powłoki, która otacza drut rdzeniowy elektrody topliwej. Pręt otulony nazywany jest elektrodą, ponieważ funkcjonuje jako zacisk, z którego następuje zmiana przepływu elektrycznego z przewodzącego ciała stałego na przewodzącą plazmę łuku spawalniczego.
Dla każdego zastosowania elektroda musi spełniać następujące trzy kryteria:
1. Musi osłaniać łuk i metal spoiny.
2. Musi dodawać metal do spoiny.
3. Musi podtrzymywać łuk spawalniczy.
Składniki otuliny spełniają te funkcje. Po odpowiednim podgrzaniu składniki osłony wykonują następujące czynności:
1. Rozkładają się na gazy i wypierają powietrze w miejscu spawania, zapewniając w ten sposób osłonę dla łuku i metalu spoiny;
2. Jonizują się w celu wsparcia plazmy łuku;
3. Topią stopiony metal, a po ochłodzeniu tworzą ochronną osłonę żużlową na stopce spoiny.
Osłona ta może również zawierać proszki metali, które zwiększają udział metalu elektrody w jeziorku spawalniczym.
Zasady działania
Proces SMAW wykorzystuje obwód elektryczny, który wspiera łuk spawalniczy do przekształcania mocy linii elektrycznej lub paliwa w ciepło. Ciepło pochodzące z łuku spawalniczego jest intensywne i niezwykle skoncentrowane. Natychmiast topi część obrabianego przedmiotu i koniec elektrody. Spawacz utrzymuje długość łuku poprzez utrzymywanie stałej przestrzeni pomiędzy elektrodą a jeziorkiem spawalniczym, które tworzy się na obrabianym przedmiocie. Po usunięciu łuku ciecz topi się, a stopiwo zestala się w ciągły metal.
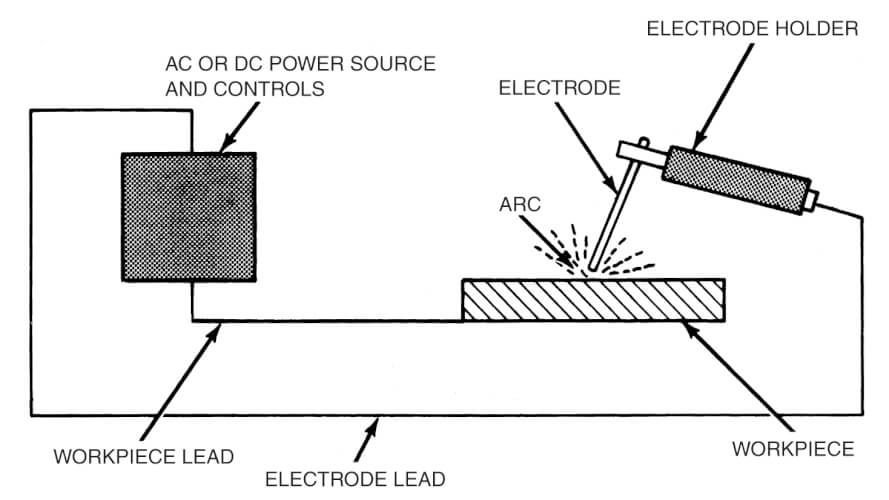
Elementy typowego obwodu spawalniczego do spawania łukowego w osłonie metalu.
Jak pokazano na schemacie na rys. 1, źródło zasilania jest połączone w obwód z elektrodą i obrabianym przedmiotem szeregowo. Kabel spawalniczy używany w obwodzie, uchwyt elektrody, oraz połączenie pomiędzy kablem a obrabianym przedmiotem są również ważnymi elementami obwodu. Źródło zasilania posiada dwa oddzielne zaciski wyjściowe. Z jednego z nich wykonywane jest połączenie do elektrody. W przypadku stosowania prądu stałego (DC), właściwy zacisk do podłączenia elektrody jest określany przez wymaganą polaryzację dla danego typu elektrody. W przypadku stosowania prądu zmiennego (AC), elektroda może być podłączona do dowolnego zacisku. Obwód jest otwarty między przedmiotem obrabianym a elektrodą.
Dopóki elektroda SMAW jest trzymana z dala od przedmiotu obrabianego, obwód
pozostaje otwarty i woltomierz może być użyty do pomiaru spadku napięcia między uchwytem elektrody
a przedmiotem obrabianym dla tego stanu otwartego obwodu (przed spawaniem).
Elektrody otulone
Wszystkie elektrody SMAW mają otulinę zawierającą składniki, które ułatwiają proces spawania i dodają pierwiastki stopowe, które nadają spoinie użyteczne właściwości. Bez osłony, łuk byłby bardzo trudny do utrzymania, złoże spoiny byłoby kruche z rozpuszczonym tlenem i azotem, stopka spoiny byłaby matowa i miałaby nieregularny kształt, a przedmiot spawany byłby podcięty.
Producenci elektrod nakładają osłonę na elektrody SMAW albo przez wyciskanie albo przez zanurzanie. Wytłaczanie
jest znacznie szerzej stosowane i uzyskuje się je przez mieszanie suchych składników z ciekłymi krzemianami. Proces zanurzania jest stosowany głównie do elektrod SMAW używanych do spawania żeliwa oraz do niektórych elektrod specjalnych, które mają złożony drut rdzeniowy.
Pokrycie zawiera większość materiałów stabilizujących, osłonowych, topnikowych, odtleniających i żużlotwórczych niezbędnych w procesie. Oprócz podtrzymywania łuku i dostarczania metalu wypełniającego złoże spoiny, rozkład otuliny elektrody wprowadza inne kluczowe materiały do łuku lub wokół niego, lub oba te elementy. W zależności od rodzaju użytej elektrody, osłona elektrody zapewnia następujące elementy:
1. Gaz osłaniający łuk i zapobiegający nadmiernemu zanieczyszczeniu atmosferycznemu stopionego metalu;
2. Odtleniacze reagujące z rozpuszczonymi pierwiastkami gazowymi, które mogą powodować porowatość i obniżające ich poziom;
3. Topniki przyspieszające reakcje chemiczne i oczyszczające jeziorko spawalnicze;
4. Osłonę żużlową chroniącą gorący metal spoiny przed dostępem powietrza i poprawiającą właściwości mechaniczne, kształt spoiny i czystość jej powierzchni;
5. Elementy stopowe do osiągnięcia pożądanej mikrostruktury;
6. Elementy i związki do kontroli wzrostu ziarna;
7. Materiały stopowe do poprawy właściwości mechanicznych metalu spoiny;
8. Elementy wpływające na kształt jeziorka spawalniczego;
9. Elementy wpływające na zwilżanie przedmiotu obrabianego i lepkość ciekłego metalu spoiny; oraz
10. Stabilizatory pomagające ustalić pożądane właściwości elektryczne elektrody i zminimalizować rozpryskiwanie.
Związki chemiczne w otulinie, w połączeniu ze składem drutu rdzeniowego, tworzą unikalne właściwości mechaniczne w spoinie i poprawiają właściwości spawania, takie jak stabilność łuku, typ przenoszenia metalu i żużel. Różne rodzaje elektrod są opracowywane nie tylko do spawania różnych metali, ale także do optymalizacji pewnych właściwości procesu i uzyskania przewagi w danym obszarze zastosowania.
Osłona łuku
Działanie osłony w procesie przedstawionym na rys. 2 jest zasadniczo takie samo dla wszystkich elektrod SMAW, ale specyficzna metoda osłony i ilość wytwarzanego żużla różnią się w zależności od typu elektrody.
Jak pokazano na Rys. 2, działają dwa mechanizmy zapobiegające szkodliwemu wpływowi gazów zawartych w powietrzu na jeziorko spawalnicze. Pierwszym z nich jest wymuszone wyparcie powietrza przez gazy powstałe w wyniku spalania i rozkładu otuliny elektrody. Drugim jest działanie otulające topnika lub żużla, które zapobiega dyfuzji składników powietrza do ciekłego metalu. Pokrycia elektrod różnią się w zależności od tych dwóch mechanizmów, aby zapewnić najbardziej korzystne działanie osłonowe dla danej spoiny.
Zalety procesu
Główną zaletą SMAW jest duża różnorodność metali i stopów, które można spawać w tym procesie. Dostępne są procedury i elektrody do spawania stali węglowych i niskostopowych, stali wysokostopowych, stali powlekanych, stali narzędziowych i matrycowych, stali nierdzewnych i żaroodpornych, żeliwa, miedzi i stopów miedzi oraz stopów niklu i kobaltu.
Następujące zalety procesu:
1. Sprzęt jest stosunkowo prosty, niedrogi i przenośny.
2. Elektroda SMAW zapewnia zarówno osłonę, jak i spoiwo do wykonania dobrej spoiny.
3. Nie jest wymagana pomocnicza osłona gazowa lub topnik granulowany.
4. Proces jest mniej wrażliwy na wiatr i przeciąg niż spawanie łukowe w osłonie gazów.
5. Wymiary elektrod SMAW są idealne do sięgania w miejsca o ograniczonym dostępie (elektrody mogą być wygięte, a przy pomocy lusterek, stosowane w martwych punktach).
6. Proces jest odpowiedni dla większości powszechnie stosowanych metali i stopów.
7. Proces jest elastyczny i może być stosowany do różnych konfiguracji złączy i pozycji spawania.
8. Optymalne wyniki można uzyskać łatwo i niezawodnie.
Ograniczenia procesu
1. Metale o niskich temperaturach topnienia, takie jak ołów, cyna i cynk oraz ich stopy nie są spawane metodą SMAW. Metale te mają stosunkowo niską temperaturę wrzenia, a intensywne ciepło łuku SMAW natychmiast powoduje ich odparowanie ze stanu stałego. Spawanie łukowe w osłonie metalu nie jest również odpowiednie dla metali reaktywnych, takich jak tytan, cyrkon, tantal i niob, ponieważ dostarczana osłona nie jest wystarczająco obojętna, aby zapobiec zanieczyszczeniu spoiny.
2. Proces ten daje niższe wskaźniki osadzania niż spawanie łukowe gazowo-metalowe (GMAW) i spawanie łukowe z rdzeniem topnikowym (FCAW). Szybkość osadzania jest niższa, ponieważ maksymalny użyteczny prąd jest ograniczony.
3. Jeśli elektroda jest zbyt długa lub jeśli prąd jest zbyt wysoki, ilość ciepła wytwarzanego w elektrodzie SMAW będzie nadmierna. Po rozpoczęciu spawania, temperatura osłony wzrośnie w końcu do zakresu, który spowoduje przedwczesne zniszczenie osłony. Załamanie to z kolei powoduje pogorszenie charakterystyki łuku i zmniejszenie poziomu osłony. W konsekwencji, spawanie musi zostać przerwane przed całkowitym zużyciem elektrody. W związku z tym, ilość prądu, który może być użyty jest ograniczona w zakresie, który zapobiega przegrzaniu elektrody i zniszczeniu osłony. Ograniczony użyteczny prąd powoduje ogólnie niższe szybkości osadzania niż te, które można uzyskać przy GMAW lub FCAW.
4. Kolejną nieodłączną wadą jest utrata króćca. Króciec to końcówka uchwytu elektrody SMAW, która jest odrzucana. Składa się on z drutu rdzeniowego znajdującego się w uchwycie uchwytu elektrody i niewielkiej części długości elektrody otulonej. Straty w króćcu wpływają na wydajność osadzania, a nie na szybkość osadzania. Dłuższe straty na odgałęzieniach przekładają się bezpośrednio na niższą wydajność osadzania.
5. Współczynnik operatora – czas spawania łukiem jako procent całkowitego czasu pracy spawacza – dla SMAW jest zwykle niższy niż ten uzyskiwany w procesie spawania elektrodą ciągłą, takim jak GMAW lub FCAW.
Gdy spoina wymaga dużej ilości spoiwa, kombinacja niskich szybkości osadzania i
niższego współczynnika operatora uniemożliwia stosowanie SMAW. W takich przypadkach, szybkość wykonania spoiny może być zbyt wolna, a koszt spoiny stosunkowo wysoki.
Na podstawie informacji z Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 oraz The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.
.