- FABTECH365,
Shielded Metal Arc Welding Basics
Fundamenten van dit lang gebruikte en veelzijdige proces worden uitgelegd
In het afgeschermd metaal booglassen (SMAW), wordt een boog tussen een beklede elektrode en een lasbad gebruikt om een las te verwezenlijken. Terwijl de lasser de beklede elektrode gestaag in het smeltbad voert, ontwikkelt de afbraak van de bekleding zich tot gassen die het smeltbad afschermen. Het proces wordt toegepast zonder druk en met toevoegmetaal van de beklede elektrode. Het gezonde lasmetaal dat door het proces wordt afgezet, wordt gebruikt voor zowel het verbinden als voor het aanbrengen van een functioneel oppervlak op metaalproducten.
Omwille van de vele mogelijke variaties in de samenstelling van de bekleding van de elektrode en de grote keuze aan chemie van de kerndraad, kan het proces een uitgebreide reeks afzettingen van lasmetaal produceren met wenselijke mechanische en fysische eigenschappen, terwijl het voorziet in een soepele boog, uniforme metaaloverdrachtskarakteristieken, en een gemakkelijke bediening. Het is een van de oudste en eenvoudigste lasprocessen en wordt nog steeds op grote schaal gebruikt.
De eenvoud van het proces strekt zich uit tot het aantal en de aard van de vereiste circuitcomponenten, die als volgt zijn:
1. Een stroombron met voldoende stroomsterkte en inschakelduur
2. Een SMAW-elektrode die compatibel is met de uitgang van de stroombron
3. Een laskabel met de juiste afmetingen
4. Een elektrodehouder
5. Een werkstuklood.
Proces Fundamentals
Het onderscheidende kenmerk van SMAW is de fysieke aanwezigheid van de bekleding/coating die de kerndraad van de verbruikselektrode omgeeft. De beklede staaf wordt een elektrode genoemd omdat het functioneert als de terminal van waaruit de elektrische stroom verandert van de geleidende vaste stof naar het geleidende plasma van de lasboog.
Voor elke gegeven toepassing moet de elektrode aan de volgende drie criteria voldoen:
1. Hij moet de boog en het lasmetaal afschermen.
2. Hij moet metaal aan de las toevoegen.
3. Hij moet een lasboog onderhouden.
De bestanddelen van de bekleding vervullen deze functies. Bij voldoende verhitting doen de bestanddelen van de bekleding het volgende:
1. Ontbinden in gassen en verdringen de lucht op de plaats van de las, waardoor een schild voor de boog en het lasmetaal ontstaat;
2. Ioniseren om het plasma van de boog te ondersteunen;
3. Vloeien van het gesmolten metaal en bij afkoeling vormen ze een beschermende slakafdekking op de lasparel.
De bekleding kan ook metaalpoeders bevatten die de metaalbijdrage van de elektrode aan het smeltbad vergroten.
Werkingsprincipes
Het SMAW-proces maakt gebruik van een elektrisch circuit dat een lasboog ondersteunt om elektrische leidingstroom of brandstof om te zetten in warmte. De hitte van de lasboog is intens en uiterst geconcentreerd. Zij smelt onmiddellijk een deel van het werkstuk en het uiteinde van de elektrode. De lasser houdt de booglengte in stand door een constante ruimte te houden tussen de elektrode en het lasbad dat zich op het werkstuk vormt. Wanneer de boog wordt verwijderd, smelt de vloeistof en stolt de smelt tot continu metaal.
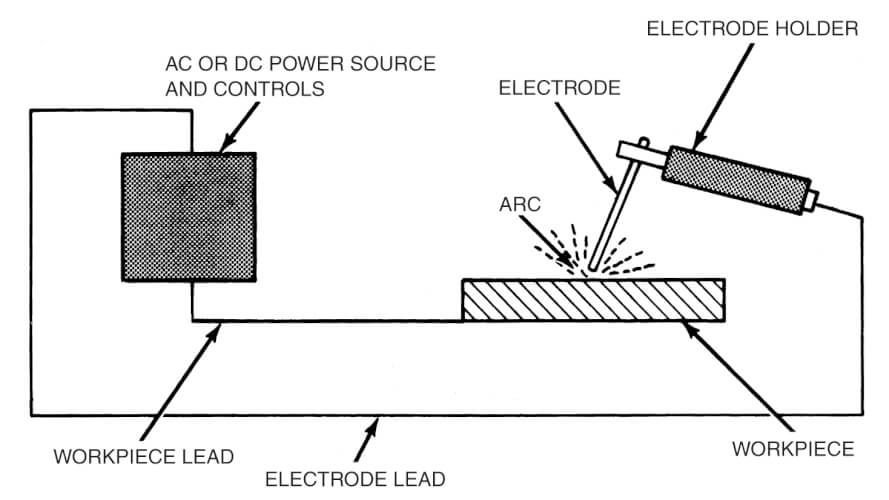
Elementen van een typisch lascircuit voor booglassen met afgeschermd metaal.
Zoals het schema in Fig. 1 laat zien, is de stroombron in een circuit verbonden met de elektrode en het werkstuk in serie. De laskabel die in de stroomkring wordt gebruikt, de elektrodehouder en de verbinding tussen de kabel en het werkstuk zijn eveneens belangrijke elementen van de stroomkring. De stroombron heeft twee verschillende uitgangsklemmen. Vanaf de ene klem wordt een verbinding gemaakt met de elektrode. Bij gebruik van gelijkstroom (DC) wordt de juiste klem voor de elektrodeaansluiting bepaald door de vereiste polariteit voor dat type elektrode. Bij gebruik van wisselstroom (AC) mag de elektrode op beide klemmen worden aangesloten. Het circuit is open tussen het werkstuk en de elektrode.
Zolang de SMAW-elektrode van het werkstuk wordt weggehouden, blijft het
circuit open en kan een voltmeter worden gebruikt om de spanningsval tussen de elektrodehouder
en het werkstuk te meten voor deze open-circuit (voorlas) toestand.
Beklede elektroden
Alle SMAW-elektroden hebben een bekleding met bestanddelen die het lasproces vergemakkelijken en legeringselementen toevoegen die nuttige eigenschappen aan de las verlenen. Zonder de bekleding zou de boog zeer moeilijk te onderhouden zijn, zou de neersmelt broos zijn door opgeloste zuurstof en stikstof, zou de lasnaad dof en onregelmatig gevormd zijn, en zou het werkstuk ondergesneden zijn.
De fabrikanten van elektroden brengen de bekleding op SMAW-elektroden aan door extrusie of dompelen. Extrusie
wordt veel meer gebruikt en wordt bereikt door het mengen van de droge componenten met vloeibare silicaten. Het dompelproces wordt hoofdzakelijk gebruikt voor SMAW-elektroden die worden gebruikt om gietijzer te lassen en voor sommige speciale elektroden die een complexe kerndraad hebben.
De bekleding bevat het grootste deel van de stabiliserende, afschermende, fluxerende, desoxiderende en slakvormende materialen die essentieel zijn voor het proces. Naast het in stand houden van de boog en het leveren van toevoegmetaal voor de neersmelt van de las, introduceert ontleding van de elektrodebekleding andere belangrijke materialen in of rond de boog, of beide. Afhankelijk van het type elektrode dat wordt gebruikt, levert de elektrodebekleding het volgende:
1. Een gas om de boog af te schermen en overmatige atmosferische verontreiniging van het gesmolten metaal te voorkomen;
2. Desoxidanten om te reageren met opgeloste gasvormige elementen die poreusheid kunnen veroorzaken en deze te verminderen;
3. Fluxmiddelen om chemische reacties te versnellen en het smeltbad te reinigen;
4. Een slakdeken om het hete lasmetaal te beschermen tegen de lucht en om de mechanische eigenschappen, de kraalvorm en de oppervlaktereinheid van het lasmetaal te verbeteren;
5. Legeringselementen om de gewenste microstructuur te verkrijgen;
6. Elementen en verbindingen om de korrelgroei te beheersen;
7. Legeringsmaterialen om de mechanische eigenschappen van het lasmetaal te verbeteren;
8. Elementen om de vorm van het lasbad te beïnvloeden;
9. Elementen die de bevochtiging van het werkstuk en de viscositeit van het vloeibare lasmetaal beïnvloeden; en
10. Stabilisatoren om de gewenste elektrische eigenschappen van de elektrode te helpen vestigen en spatten te minimaliseren.
De chemische verbindingen in de bekleding, in combinatie met de samenstelling van de kerndraad, creëren unieke mechanische eigenschappen in de las en verbeteren laskarakteristieken zoals boogstabiliteit, type metaaloverdracht en slak. De verschillende soorten elektroden zijn niet alleen samengesteld om verschillende metalen te lassen, maar ook om bepaalde kenmerken van het proces te optimaliseren en een voordeel te behalen op een bepaald
toepassingsgebied.
Arc Afscherming
De afschermende werking van het proces dat wordt geïllustreerd in Fig. 2 is in wezen gelijk voor alle SMAW-elektroden, maar de specifieke wijze van afscherming en het geproduceerde slakvolume verschillen per type elektrode.
Zoals afgebeeld in Fig. 2, zijn er twee mechanismen aan het werk om het schadelijke effect op het smeltbad, veroorzaakt door de gassen in de lucht, te voorkomen. Het eerste is de krachtige verplaatsing van de lucht door gassen die ontstaan bij het verbranden en ontleden van de elektrodebekleding. Het tweede is de bedekkende werking van de flux of slak, die diffusie van de luchtbestanddelen in het vloeibare metaal verhindert. Elektrodebekledingen variëren in hun afhankelijkheid van deze twee mechanismen om de meest voordelige afscherming voor een specifieke las te bieden.
Procesvoordelen
Een belangrijk voordeel van SMAW is de grote verscheidenheid aan metalen en legeringen die met het proces kunnen worden gelast. Procedures en elektroden zijn beschikbaar voor het lassen van koolstof- en laaggelegeerd staal, hooggelegeerd staal, bekleed staal, gereedschaps- en matrijzenstaal, roestvast en hittebestendig staal, gietijzer, koper en koperlegeringen, plus nikkel- en kobaltlegeringen.
Andere voordelen van het proces zijn:
1. De apparatuur is relatief eenvoudig, goedkoop en draagbaar.
2. De SMAW-elektrode levert zowel de afscherming als het toevoegmetaal om een deugdelijke las te maken.
3. Hulpgasafscherming of korrelige flux is niet nodig.
4. Het proces is minder gevoelig voor wind en tocht dan de gasbeschermde vlambooglasprocessen.
5. De afmetingen van de SMAW-elektroden zijn ideaal voor het bereiken van moeilijk bereikbare plaatsen (elektroden kunnen worden gebogen en met behulp van spiegels in dode hoeken worden aangebracht).
6. Het proces is geschikt voor de meeste algemeen gebruikte metalen en legeringen.
7. Het proces is flexibel en kan worden toegepast op een verscheidenheid van lasconfiguraties en lasposities.
8. Optimale resultaten kunnen gemakkelijk en betrouwbaar worden verkregen.
Procesbeperkingen
1. Metalen met lage smelttemperaturen, zoals lood, tin, en zink, en hun legeringen worden niet gelast met SMAW. Deze metalen hebben betrekkelijk lage kookpunten en de intense hitte van de SMAW-boog doet hen onmiddellijk uit de vaste toestand verdampen. Het booglassen met afgeschermd metaal is evenmin geschikt voor reactieve metalen zoals titanium, zirkonium, tantaal en niobium, omdat de aangebrachte afscherming niet voldoende inert is om verontreiniging van de las te voorkomen.
2. Het proces geeft een lagere neersmelt dan het gasmetaalbooglassen (GMAW) en het flux cored arc welding (FCAW) proces. De neersmeltsnelheid is lager omdat de maximaal bruikbare stroom beperkt is.
3. Als de elektrode te lang is of als de stroom te hoog is, zal de hoeveelheid hitte die binnen de SMAW-elektrode wordt gegenereerd buitensporig zijn. Nadat het lassen is begonnen, zal de temperatuur van de bekleding uiteindelijk stijgen tot een bereik dat voortijdige afbraak van de bekleding zal veroorzaken. Deze afbraak veroorzaakt op zijn beurt een verslechtering van de boogkenmerken en vermindert het niveau van de afscherming. Bijgevolg moet het lassen stoppen voordat de elektrode volledig is verbruikt. De hoeveelheid stroom die kan worden gebruikt, wordt dus beperkt binnen een bereik dat oververhitting van de elektrode en afbraak van de bekleding voorkomt. De beperkte bruikbare stroom resulteert in algemeen lagere neersmelt dan die welke met GMAW of FCAW kunnen worden verkregen.
4. Stompverlies is een ander inherent nadeel. De stub is het grijpeind van de SMAW-elektrode dat wordt weggegooid. Het bestaat uit de kerndraad binnen de greep van de elektrodehouder en een klein gedeelte van de beklede lengte. Stompverlies beïnvloedt de depositie-efficiëntie, niet de depositiesnelheid. Langere stompverliezen vertalen zich rechtstreeks in een lagere depositie-efficiëntie.
5. De operator factor – boogtijd als een percentage van de totale arbeidstijd van de lasser – voor SMAW is gewoonlijk lager dan die verkregen met een continue elektrode proces zoals GMAW of FCAW.
Wanneer het laswerk een groot volume van toevoegmetaal vereist, de combinatie van lage neersmeltsnelheden en
een lagere operator factor afbreuk doet aan het gebruik van SMAW. In deze gevallen kan de voltooiingssnelheid van de las te laag zijn en de laskosten relatief hoog.
Gebaseerd op informatie uit het Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 en The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.