Abstract
A forrasztás a legalapvetőbb készség, amely bármely elektronikus áramkör összeszereléséhez szükséges. A forrasztás egy kémiai folyamat, amelynek során a forraszanyagot (ón és ólom keveréke) felmelegítve átfolyik a két összekötött felületen: azaz a NYÁK-on és az alkatrészcsapon. A hidegforrasztáshoz némi gyakorlatra és elméleti háttérre van szükség, hogy tökéletes illesztést és gyorsaságot lehessen elérni. A forrasztóanyag szobahőmérsékleten kemény és rugalmas, de 160 °C hőmérséklet felett gyorsan megolvad. A forrasztópáka vagy forrasztóállomás az az eszköz, amely a forraszanyagot folyósra melegíti.
A forrasztópáka általában a fűtőelembe rögzített forró fémtű egyetlen hegye, és nem hőmérséklet-szabályozott eszköz. A forrasztóállomás, bár költséges, hőmérséklet-szabályozott eszköz, amely a forrasztóhegy hőmérsékletét meghatározott hőmérsékleti beállítások határain belül tartja. Minél jobban szabályozzák és tartják a hőmérsékletet és a tökéletes forrasztóanyagot, annál tökéletesebb a forrasztókötés.
2.Hideg forrasztókötés azonosítása
1.Mi az a forrasztókötés
Az ideális forrasztókötés olyan, mint egy homorú filé. A forraszanyag a NYÁK-on lévő alkatrész aljától indul, kapilláris hatásként felfelé áramlik a pin magasságáig, és a pad lyukán belülre kerül. A jó forrasztókötésnek az 1. ábrán látható módon kell kinéznie.
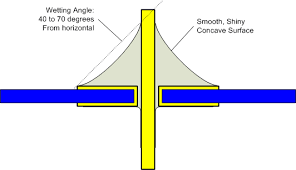
1. ábra:- Az ideális NYÁK forrasztókötés rajza
2. A hideg forrasztókötés azonosítása
A rossz vagy hideg forrasztókötés az, ahol a forraszanyag nem olvad meg vagy nem folyik teljesen. Ezt gyakran az érdes és nem sima felületről azonosítják. Fő hátránya, hogy megbízhatatlan, és idővel repedezetté és törötté válik. A 2. ábrán a forrasztási kötések különböző lehetőségei láthatóak az átmenő lyukú alkatrészpárnákhoz.
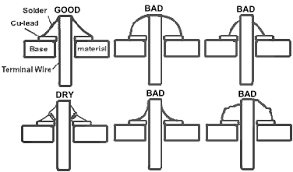
2. ábra:- A forrasztás különböző sémái
3. A forrasztási kötés használata
A hidegebb kötések, ha szükséges, újbóli megmunkálást igényelnek, bár nem nagyon kell a kötésnek! Javításuk csak a kötés újbóli felmelegítésével és a forraszanyag megfelelő áramoltatásával történik. Egy termék esetében azonban sok időt vesz igénybe a szét- és újra összerakás. Ez termékhibát, a technikusok karbantartási idejét, az ügyfelek elégedetlenségét és üzem- vagy gépleállást okoz. Az alábbi 3. ábra egy ideális és hideg forrasztási kötést ábrázol egyetlen alkatrészen. A 4. ábrán a hideg forrasztási kötések különböző hibái láthatók, amelyek az idő múlásával jelentek meg egy termékben.
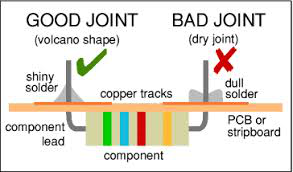
3. ábra:- Ideális és hideg forrasztókötés egy alkatrészen
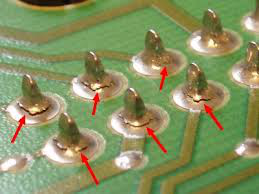
4. ábra:- A hideg forrasztókötésből eredő, idővel megjelenő problémák
Következtetés
A hideg forrasztókötés elkerülhető a megfelelően előmelegített forrasztópáka használatával, elegendő idő és teljesítmény mellett. Egy másik probléma, amely a hideg forrasztókötéshez hasonlóan a fizikai vizsgálatban is előfordul, a túlhevített forrasztópáka miatt jelentkezik. Ezek javíthatók a forraszanyag tisztításával és újbóli átfolyatásával a kötésen. A gyakorlatok és problémák, amelyeket az átmenő lyukú alkatrészeknél tárgyalunk. Kis kivételekkel ugyanúgy alkalmazhatóak az SMD alkatrészekre is.