Præsenteret en næsten komplet information om aluminiumsdåser Øl og sodavand. Ofte omtalt som blot “øldåser”:
- design og bestanddele af aluminiumsdåser
- dimensioner: højde, diameter, vægtykkelse
- vægt (masse) af dåsen
- indbygget enhed “åbnere”
- aluminiumlegeringer – tre forskellige legeringer
- dåsefremstillingsteknologi: Fra skæring af en blank aluminiumplade til en dåse, fyldt med øl
- udstyr til fremstilling af aluminiumsdåser
- genbrug af skrot af aluminiumsdåser
Aluminiumsemballage
Aluminiums anvendes i vid udstrækning i forskellige dåser til fødevareemballage (Figur 1.1). Grundlæggende metoder til fremstilling af sådanne aluminiumsdåser – runde og rektangulære – vist i figur 1.2.

Figur 1.1 – Forskellige former for fødevaredåser af aluminium

Figur 1.2 – Metoder til fremstilling af dåser af aluminiumsplader
Bøl og drikkevarer aluminiumsemballage
Aluminiumsdåser til øl og andre drikkevarer er populære over hele verden med en 60-erne i det forrige århundrede. I USA sælges næsten 100 % af øl i aluminiumsdåser, Europa – et sted 50 %. Aluminiumsdåser forbruges i store mængder hovedsageligt i to typer beholdere: 0,33 og 0,50 l. Store produktionsmængder berettiger højhastigheds- og højpræcisions-produktionslinjer. Desuden har disse forskellige grundlæggende aluminiumsdåser den samme diameter, de bruger det samme låg og adskiller sig kun i højden.
Den store fordel ved aluminiumsøldåser før hovedkonkurrenten – glas – er muligheden for fuldstændig genanvendelse af aluminiumsdåser efter deres brug i nye øldåser.
Hovedelementer og detaljer
Aluminiumsøldåser (og også til kulsyreholdige drikkevarer) skal kunne modstå et indre overtryk på op til 6 atmosfærer. Derfor omfatter bankernes struktur en tyk bund og en kuppelformet ret tynde vægge, der dog via bank af det indre tryk giver tilstrækkelig strukturel styrke. En generel visning af en typisk øldåse og tildeling af dens forskellige elementer vist i figur 1.3.

Figur 1.3 – Konstruktionsdetaljer af en aluminiumsdåse og deres funktioner
Dimensionerne af en øldåse
Gyldige nationale bestemmelser om konstruktion af aluminiumsdåser – GOST R 51756-2001 “dybtrukne aluminiumsdåser med let åbne låg”. er han naturligvis i overensstemmelse med lignende internationale standarder. Ifølge den er de vigtigste parametre og dimensioner af øl aluminiumsdåser som følger (nøjagtige til 1 mm):
Biendåsehøjde:
- dåser 0,33 l – 115 mm
- dåser 0,05 l – 168 mm
Øldåse diameter:
- Bunden af bankerne – 66 mm
- Dækseldåser – 59 mm.
Vægtykkelsen på øldåserne
- Huset er fremstillet af aluminiumsdåser ved at trække i to omgange fra en flad cirkulær blank såkaldt “cup”.
- Så tyndes væggene i denne kop under deres successive valsning til en tykkelse på kun en tredjedel af den oprindelige (figur 2).
- Bankernes bund profileres på en særlig måde, ikke kun, for at modstå et højt indre tryk, men også for en god kombination med et nederste låg af aluminiumsdåser – for nem pakning.
- Væggen i dåsen valses til en tykkelse på 0,110 mm eller mindre i næsten hele højden. I øjeblikket er den mindste vægtykkelse, rapporteret, allerede den kommer til 0,08 mm.

Figur 2 – Vægtykkelsen af dåsen har forskellig tykkelse .
- I toppen af dåsekroppens væg er tykkere og tykkelsen af øldåser i stedet 0,16 mm.
- Det er nødvendigt for bekvemmeligheden af dannelsen af den indsnævrede “hals”, og for at skabe en stærk forbindelse med låget. Aluminiumsdåselågene leveres separat og monteres på kroppen ved hjælp af den velkendte dobbeltlåsesøm umiddelbart efter påfyldning af dåsen med øl eller anden drik (billede 3).
 Figur 3 – Udformningen af dåselågets forbindelse med kroppen:
Figur 3 – Udformningen af dåselågets forbindelse med kroppen:
sømmen “dobbeltlås”
Dæksel til øldåser
Begyndelsen af den hurtige vækst i populariteten af aluminiumsøl dåser refererer til 1964 году, da det blev opfundet design “easy open” dæksel (billede 4.1).

Figur 4.1 – Forskellige typer letåbnede aluminiumsdæksler
På “øldåser” åbnes disse låg med de bare hænder ved blot at dreje et særligt “øre” (figur 4.2a). Eller endda med én hånd (!) (figur 4.2b) (figur 4.2b). Øjet er monteret på låget ved hjælp af den såkaldte integrerede nitte (figur 5). Den kaldes integreret, fordi den er dannet direkte af metaldækslet.
 Figur 4.2a – Låget åbnes let og forbliver på dåsen
Figur 4.2a – Låget åbnes let og forbliver på dåsen

Figur 4.2b – Åbning af dåse med én hånd
 Figur 5 – Teknologi til udformning af en integreret nitte på et dåselåg
Figur 5 – Teknologi til udformning af en integreret nitte på et dåselåg
Øldåseåbningsmekanisme
Oreets og kronbladets opgave (det kaldes også “tunge”), gøre bomuld undslipper kuldioxidgas ved ca. indsats på øjet 3 kg og helt skubbe kronbladet (tungen) ind i dåsen med en indsats på op til 7 kg, og kronbladet skal forblive hængende i bankerne.
Dette opnås ved at lave omkredslæben særlige hak af en sådan dybde, at der kun kan 0,085 mm metal nær nitten og 0,110 mm på den modsatte side (figur 6). Samtidig er materialet ved indskæringerne stærkt nok til ikke at gå i stykker under fremstillingsprocessen eller under aflastning af lageret.
Inden for kronbladene kan ses en anden, indre række af indskæringer. De er ikke så dybe og tjener, angiveligt, til retningsbestemt strømning af metal i hovedrillerne og forhindrer brud på hovedrillerne, når de dannes.
 Figur 6 – Indskæringer giver snedigt
Figur 6 – Indskæringer giver snedigt
sikker åbning af dåsen i to trin:
først gasudløb, derefter skubbes kronbladet ind i dåsen
Materialer aluminiumsdåser
Materialekrav
Det vigtigste krav til materialerne i øldåser er deres evne til at støbe store plastiske deformationer. Aluminiumslegeringer egnet i denne forstand er ideelt set. Desuden er for øldåse låg vigtig evne til forudsigeligt at sprænge af snit. Aluminium håndterer dette meget bedre, end stål. Et andet positivt punkt er, at, og at huset, og Cover – aluminium, der minimerer eventuelle potentielle galvaniske virkninger, som kan føre til accelereret korrosion.
Korpusmateriale
Detaljer af øldåser er lavet af aluminium-mangan og aluminium-magnesiumlegeringer (tabel). For at anvende tape kan kropstykkelse 0,30 mm fra en aluminiumslegering 3004 eller en modifikation heraf – aluminiumslegering 3104 – i stand til H19.
Materialer af låg og nøgler
Låg fremstilles af lakeret 3104 aluminiumslegering bånd 5182 i hærdning H48 i tykkelse 0,26 mm, og til fremstilling af “ører” – nøgler nemme åbning – bånd af aluminiumslegering 5042 i hærdning H18 i tykkelse 0,45 mm.
Tabel – Aluminiumslegeringer til aluminium øldåser

Teknologi
Produktionscyklus for aluminiumsdåser
Figuren nedenfor viser en cyklus for produktion af aluminiumsdåser til øl og sodavand.

Figur 7.1 – Typisk produktionscyklus for øldåser af aluminium
Figur 7.2 – Dybtrækspresse

Figur 7.3 – Udtrækning og oprulning af bankvægge i “bodimeykere”
Ruller af aluminiumsplader
Fabrikker til produktion af øldåser af aluminium forbruger store mængder aluminiumsplader, som kommer i store ruller. Huset og låget er fremstillet af aluminiumsdåseplader – af forskellige aluminiumslegeringer. Hver rulle vejer omkring 11 tons og på sin afvikling ark rejser en afstand 9-13 kilometer.
Aluminiumsruller fodres til anlægget til produktion af aluminiumsdåser og indlæses i “uncoiler” (uncoiler). Dette er en maskine , som afvikler aluminiumspladen i begyndelsen af produktionslinjen for dåser. Her påføres aluminiumspladen et særligt smøremiddel. Dette smøremiddel gør aluminiumspladen mere “glat”, uden skader, gennem alle formningsoperationer.
Fremstilling af dåsekroppen
En typisk processekvens for fremstilling af dåsekroppen er vist i figur 7. Det første trin i fremstillingen af dåserne er skæring af runde knuder, f.eks. med en diameter på 140 mm. Denne fældning giver naturligvis spild: dette tab beløber sig til ca. 12-14 %. De sendes straks til omsmeltning for at fremstille nye blade og nye øldåser.
Der fremstilles en mellemliggende blanket af den oprindelige runde barren ved dybtrækning (stempling) – en lav “kop” (tegninger 8 og 9). fra denne “kop” ved valsning er dåsekroppen næsten færdig og danner også en kuppel i bunden (figur 8, 10, 11). Derefter bank-finish vaske, tegninger påføres den og lakeret, og først derefter er dens mekaniske formning afsluttet – dannelsen af halsen og flanging (figur 8).
 Figur 8 – Teknologi til fremstilling af aluminiumsdåsehus (0, 33 mm)
Figur 8 – Teknologi til fremstilling af aluminiumsdåsehus (0, 33 mm) 
Figur 9 – dybtrækning – formning af “kop” 
Figur 10 – Udrulning af dåsevæggen 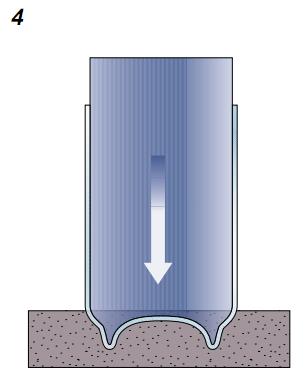 Figur 11- Bundstøbning
Figur 11- Bundstøbning
Fremstilling af øldåselåg
Aluminiumsblik leveres i ruller på op til 8 ton. Hver rulle består af 2,5 millioner låg. aluminiumsplade, som har en formalet belægning, serveres i en speciel presse, hvor dørene er næsten klar til at dække. Derefter fremstilles komplekse kanter, der danner et låg, som derefter giver en pålidelig forbindelse med sit bankhus.

Figur 12 – Endnu ikke helt færdigt låg
Fremstilling af øldåser abalone
Fremstillingsproces abalone – nøgleåbner – Det omfatter ca. 13 operationer (figur 13), før det kan monteres på låget.

Figur 13 – Teknologiske operationer til fremstilling af en øsken
Skrot af aluminiumsdåser
Hvor mange dåser er der i 1 kg skrot?
Den gennemsnitlige vægt af forskellige dåser med forskellig kapacitet til drikkevarer med lavt alkoholindhold, herunder, øl:
- 0,33 l – 13 g – 77 dåser på 1 kg aluminiumskrot
- 0,5 l – 15-20 g – 50-66 dåser på 1 kg aluminiumskrot
Hvor meget koster 1 kg aluminiumsdåser til skrot?
Prisen på skrot af aluminiumsdåser (i Moskva i slutningen af april 2020 af året):
- 35-50 rub
Knus ikke aluminiumsdåse
Store affaldsgenvindingsvirksomheder beder normalt om ikke at knuse tomme aluminiumsdåser. Sagen er, at husholdningsaffald eller, som de kalder det, kommunalt affald sorteres automatisk af særlige sorteringsmaskiner. Disse maskiner identificerer aluminiumsdåser ud fra deres form: runde og glatte. Maskinen accepterer den sammenkrøllede dåse som uerstatteligt affald og sender den til lossepladsen.
Remeltning af aluminiumsdåser
Glat omsmeltning af aluminiumsdåser giver i gennemsnit følgende aluminiumsammensætning:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- andre – Al.
“Aluminium” en sådan kemisk sammensætning ligger godt inden for området for den kemiske sammensætning af legeringer 3004 og 3104 (cm. (se ovenstående tabel), som anvendes til fremstilling af dåsekroppen. Derfor omsmeltes den overvældende del af skrottet af aluminiumsdåser og returneres til deres producenter (figur 14 og 15) .

Figur 14 – Genbrug af aluminiumsdåser
 Figur 15 – Linje til genbrug af brugte aluminiumsdåser
Figur 15 – Linje til genbrug af brugte aluminiumsdåser
til ingots til valsning af plader til fremstilling af nye aluminiumsdåser