- FABTECH365,
Základy obloukového svařování kovů v ochranné atmosféře
Vysvětleny základy tohoto dlouho používaného a všestranného procesu
Při svařování kovů v ochranné atmosféře (SMAW) se k dosažení svaru používá oblouk mezi obalenou elektrodou a svarovou lázní. Jak svářeč postupně přivádí obalenou elektrodu do svarové lázně, rozkladem obalu se vyvíjejí plyny, které lázeň stíní. Proces se používá bez použití tlaku a s přídavným kovem z obalené elektrody. Zdravý svarový kov nanesený tímto procesem se používá jak ke spojování, tak k nanášení funkčního povrchu na kovové výrobky.
Vzhledem k mnoha možným variantám složení obalové elektrody a velkému výběru chemického složení jádrového drátu lze tímto procesem získat rozsáhlou škálu nánosů svarového kovu s žádoucími mechanickými a fyzikálními vlastnostmi a zároveň zajistit hladký oblouk, rovnoměrné vlastnosti přenosu kovu a snadnou obsluhu. Jedná se o jeden z nejstarších a nejjednodušších svařovacích procesů, který je stále široce používán.
Jednoduchost procesu se vztahuje i na počet a povahu potřebných součástí obvodu, které jsou následující:
1. Zdroj napájení s odpovídajícím jmenovitým proudem a pracovním cyklem
2. SMAW elektroda kompatibilní s výstupem zdroje napájení
3. Svařovací kabel vhodné velikosti
4. Držák elektrody
5. Svařovací kabel
6. Svařovací kabel
7. Svařovací kabel
8. A workpiece lead.
Process Fundamentals
Označujícím rysem SMAW je fyzická přítomnost obalu/povlaku, který obklopuje jádro drátu přídavné elektrody. Pokrytá tyč se nazývá elektroda, protože funguje jako svorka, ze které se elektrický tok mění z vodivého pevného tělesa na vodivou plazmu svařovacího oblouku.
Pro každou danou aplikaci musí elektroda splňovat následující tři kritéria:
1. Elektroda musí splňovat následující kritéria Musí stínit oblouk a svarový kov.
2. Musí přidávat kov do svaru.
3. Musí udržovat svařovací oblouk.
Složky obalu plní tyto funkce. Při dostatečném zahřátí provádějí složky obalu následující činnosti:
1. Rozkládají se na plyny a vytěsňují vzduch v místě svaru, čímž vytvářejí ochranný štít pro oblouk a svarový kov;
2. Ionizují, aby podpořily plazmu oblouku;
3. Rozpouštějí roztavený kov a při ochlazování vytvářejí na svarové liště ochranný obal ze strusky.
Kryt může také obsahovat kovové prášky, které zvyšují kovový příspěvek elektrody do svarové lázně.
Principy činnosti
Proces SMAW využívá elektrický obvod, který podporuje svařovací oblouk, k přeměně elektrické energie vedení nebo paliva na teplo. Teplo ze svařovacího oblouku je intenzivní a extrémně koncentrované. Okamžitě roztaví část obrobku a konec elektrody. Svářeč udržuje délku oblouku tím, že udržuje stálý prostor mezi elektrodou a svarovou lázní, která se tvoří na obrobku. Po odstranění oblouku se kapalina roztaví a tavenina ztuhne v souvislý kov.
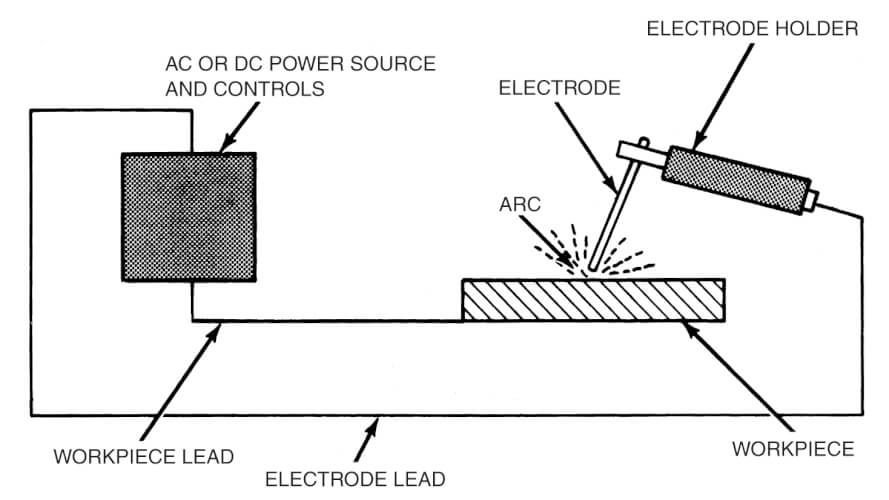
Elementy typického svařovacího obvodu pro obloukové svařování v ochranné atmosféře.
Jak ukazuje schéma na obr. 1, zdroj energie je zapojen do obvodu s elektrodou a obrobkem v sérii. Důležitými prvky obvodu jsou také svařovací kabel použitý v obvodu, držák elektrody a spojení mezi kabelem a obrobkem. Zdroj energie má dvě odlišné výstupní svorky. Z jedné svorky je provedeno připojení k elektrodě. Při použití stejnosměrného proudu (DC) je správná svorka pro připojení elektrody určena požadovanou polaritou pro daný typ elektrody. Při použití střídavého proudu (AC) lze elektrodu připojit na kteroukoli svorku. Obvod mezi obrobkem a elektrodou je otevřený.
Pokud je elektroda SMAW držena mimo obrobek, zůstává obvod
otevřený a voltmetrem lze změřit úbytek napětí mezi držákem elektrody
a obrobkem pro tento stav otevřeného obvodu (před svařováním).
Obalené elektrody
Všechny SMAW elektrody mají obal se složkami, které usnadňují proces svařování a přidávají legující prvky, které dodávají svaru užitečné vlastnosti. Bez povlaku by bylo velmi obtížné udržet oblouk, svarový povlak by byl křehký s rozpuštěným kyslíkem a dusíkem, svarová loučka by byla matná a nepravidelně tvarovaná a obrobek by byl podřezaný.
Výrobci elektrod nanášejí povlak na SMAW elektrody buď vytlačováním, nebo máčením. Mnohem rozšířenější je vytlačování
, kterého se dosahuje smícháním suchých složek s tekutými silikáty. Proces máčení se používá především pro SMAW elektrody používané ke svařování litiny a pro některé speciální elektrody, které mají složité jádro drátu.
Pokrytí obsahuje většinu stabilizačních, stínicích, tavicích, dezoxidačních a struskotvorných materiálů, které jsou pro proces nezbytné. Kromě udržování oblouku a dodávání přídavného kovu pro svarový nános se rozkladem obalu elektrody dostávají do oblouku nebo jeho okolí, případně do obou těchto oblastí, další klíčové materiály. V závislosti na typu použité elektrody zajišťuje obal elektrody následující:
1. Plyn, který stíní oblouk a zabraňuje nadměrnému znečištění roztaveného kovu atmosférou;
2. Deoxidanty, které reagují s rozpuštěnými plynnými prvky, jež mohou způsobit pórovitost, a snižují jejich hladinu;
3. Tavidla, která urychlují chemické reakce a čistí svarovou lázeň;
4. Struskový příkrov, který chrání horký svarový kov před vzduchem a zlepšuje mechanické vlastnosti, tvar kuliček a čistotu povrchu svarového kovu;
5. Plyn, který stíní oblouk a zabraňuje nadměrnému znečištění roztaveného kovu atmosférou. Legující prvky k dosažení požadované mikrostruktury;
6. Prvky a sloučeniny k regulaci růstu zrn;
7. Legující materiály ke zlepšení mechanických vlastností svarového kovu;
8. Prvky k ovlivnění tvaru svarové lázně;
9. Prvky ke zlepšení mechanických vlastností svarového kovu. Prvky, které ovlivňují smáčení obrobku a viskozitu tekutého svarového kovu; a
10. Stabilizátory, které pomáhají vytvořit žádoucí elektrické vlastnosti elektrody a minimalizovat rozstřikování.
Chemické sloučeniny v obalu v kombinaci se složením jádrového drátu vytvářejí jedinečné mechanické vlastnosti svaru a zlepšují svařovací charakteristiky, jako je stabilita oblouku, typ přenosu kovu a struska. Různé typy elektrod jsou formulovány nejen pro svařování různých kovů, ale také pro optimalizaci určitých vlastností procesu a získání výhody v určité oblasti
aplikace.
Těsnění oblouku
Těsnicí účinek procesu znázorněného na Obr. 2 je v podstatě stejný pro všechny elektrody SMAW, ale konkrétní způsob stínění a objem produkované strusky se u jednotlivých typů elektrod liší.
Jak je znázorněno na obr. 2, působí dva mechanismy, které zabraňují škodlivému vlivu plynů obsažených ve vzduchu na svarovou lázeň. Prvním je silové vytěsnění vzduchu plyny vznikajícími při hoření a rozkladu obalu elektrody. Druhým je přikrývací účinek tavidla nebo strusky, který zabraňuje difúzi složek vzduchu do tekutého kovu. Obaly elektrod se liší v závislosti na těchto dvou mechanismech, které zajišťují nejvýhodnější ochranný účinek pro konkrétní svar.
Výhody procesu
Hlavní výhodou SMAW je velké množství kovů a slitin, které je tento proces schopen svařovat. K dispozici jsou postupy a elektrody pro svařování uhlíkových a nízkolegovaných ocelí, vysoce legovaných ocelí, obalovaných ocelí, nástrojových a zápustkových ocelí, nerezových a žáruvzdorných ocelí, litin, mědi a měděných slitin a také slitin niklu a kobaltu.
Následují další výhody tohoto procesu:
1. Svařovací proces je vhodný pro svařování ocelí, které se vyznačují vysokou pevností a odolností. Zařízení je relativně jednoduché, levné a přenosné.
2. Elektroda SMAW poskytuje jak ochranné krytí, tak přídavný kov pro vytvoření zdravého svaru.
3. Není zapotřebí pomocný ochranný plyn nebo granulované tavidlo.
4. Proces je méně citlivý na vítr a průvan než procesy obloukového svařování v ochranné atmosféře.
5. Svařování v ochranné atmosféře je méně citlivé na vítr a průvan. Rozměry SMAW elektrod jsou ideální pro dosah do míst s omezeným přístupem (elektrody lze ohýbat a s pomocí zrcadel aplikovat do slepých míst).
6. Proces je vhodný pro většinu běžně používaných kovů a slitin.
7. Proces je flexibilní a lze jej aplikovat na různé konfigurace spojů a polohy svařování.
8. Optimálních výsledků lze snadno a spolehlivě dosáhnout.
Omezení procesu
1. Svařování v ochranném obalu je možné provádět pouze v případě, že je to možné. Kovy s nízkou teplotou tání, jako je olovo, cín a zinek, a jejich slitiny se pomocí SMAW nesvařují. Tyto kovy mají relativně nízké teploty varu a intenzivní teplo SMAW oblouku způsobí jejich okamžité vypaření z pevného stavu. Svařování v ochranné atmosféře není vhodné ani pro reaktivní kovy, jako je titan, zirkonium, tantal a niob, protože ochranný obal není dostatečně inertní, aby zabránil kontaminaci svaru.
2. Proces poskytuje nižší rychlost ukládání než svařování v ochranné atmosféře (GMAW) a svařování pod tavidlem (FCAW). Rychlost depozice je nižší, protože maximální užitečný proud je omezený.
3. Pokud je elektroda příliš dlouhá nebo pokud je proud příliš vysoký, množství tepla generovaného v elektrodě SMAW bude nadměrné. Po zahájení svařování se teplota obalu nakonec zvýší na hodnotu, která způsobí předčasný rozpad obalu. Tento rozpad následně vyvolá zhoršení vlastností oblouku a sníží úroveň stínění. V důsledku toho musí být svařování ukončeno dříve, než se elektroda zcela spotřebuje. Proto je velikost proudu, který lze použít, omezena v rozsahu, který zabraňuje přehřátí elektrody a rozpadu obalu. Omezený užitečný proud má za následek obecně nižší rychlost nanášení, než jaká je dosažitelná při GMAW nebo FCAW.
4. Další neodmyslitelnou nevýhodou je úbytek struny. Stub je úchopný konec SMAW elektrody, který se vyřazuje. Skládá se z jádrového drátu v úchytu držáku elektrody a malé části zakryté délky. Ztráty na strništi ovlivňují účinnost depozice, nikoliv rychlost depozice. Delší úbytky na pahýlu se přímo promítají do nižší účinnosti nanášení.
5. Faktor obsluhy – doba oblouku jako procento z celkové pracovní doby svářeče – je u SMAW obvykle nižší než u kontinuálního elektrodového procesu, jako je GMAW nebo FCAW.
Pokud svařenec vyžaduje velký objem přídavného kovu, kombinace nízké rychlosti ukládání a
nižšího faktoru obsluhy znevýhodňuje použití SMAW. V těchto případech může být rychlost dokončení svaru příliš pomalá a náklady na svar relativně vysoké.
Na základě informací z Welding Handbook, 9th edition, Volume 2, Welding Processes Part 1 a The Everyday Pocket Handbook for Shielded Metal Arc Welding (SMAW), American Welding Society,
Miami, Fla.
.