Presenteras en nästan fullständig information om aluminiumburkar Öl och läskedrycker. Ofta kallas de helt enkelt ”ölburkar”:
- konstruktion och beståndsdelar av aluminiumburkar
- mått: höjd, diameter, väggtjocklek
- burkens vikt (massa)
- inbyggd anordning ”öppnare”
- aluminiumlegeringar – tre olika legeringar
- burktillverkningsteknik: Från att skära en blank från en aluminiumplåt till en burk, fylld med öl
- utrustning för tillverkning av aluminiumburkar
- återvinning av skrot av aluminiumburkar
Aluminiumförpackningar
Aluminium används i stor utsträckning i olika livsmedelsförpackningar burkar (Figur 1.1). Grundläggande metoder för tillverkning av sådana aluminiumburkar – runda och rektangulära – visas i figur 1.2.

Figur 1.1 – Olika typer av livsmedelsburkar av aluminium

Figur 1.2 – Metoder för tillverkning av burkar av aluminiumplåt
Öl- och dryckesförpackningar i aluminium
Aluminiumburkar för öl och andra drycker är populära över hela världen med ett 60-tal på förra seklet. I USA säljs nästan 100 % av ölen i aluminiumburkar, Europa – någonstans 50 %. Aluminiumburkar konsumeras i enorma mängder främst i två typer av behållare: De stora produktionsvolymerna motiverar höghastighets- och högprecisionstillverkningslinjer. Dessutom har dessa olika grundläggande aluminiumburkar samma diameter, de använder samma lock och skiljer sig endast i höjdled.
Den stora fördelen med ölburkar av aluminium före huvudkonkurrenten – glas – är möjligheten till fullständig återvinning av aluminiumburkar efter att de använts i nya ölburkar.
Huvudelement och detaljer
Ölburkar av aluminium (och även för kolsyrade drycker) måste tåla ett inre övertryck på upp till 6 atmosfärer. Därför innehåller bankernas struktur en tjock botten och en kupolformad ganska tunna väggar, som dock via bank av det inre trycket ger tillräcklig strukturell styrka. En allmän bild av en typisk ölburkar och tilldela dess olika element visas i figur 1.3.

Figur 1.3 – Konstruktionsdetaljer av en aluminiumburk och deras funktioner
Måtten på en ölburk
Giltiga nationella bestämmelser om konstruktion av aluminiumburkar – GOST R 51756-2001 ”djupt dragna aluminiumburkar med lätt öppningsbara lock”. är han, naturligtvis, i överensstämmelse med liknande internationella standarder. Enligt den är de viktigaste parametrarna och dimensionerna för öl aluminiumburkar följande (med en noggrannhet på 1 mm):
Ölburkens höjd:
- burkar 0,33 l – 115 mm
- burkar 0,05 l – 168 mm
Ölburksdiameter:
- Bankernas botten – 66 mm
- Täckglas – 59 mm.
Väggtjockleken på ölburkarna
- Huset tillverkas av aluminiumburkar genom att i två omgångar dras från en platt cirkulär blank så kallad ”cup”.
- Därefter tunnas väggarna i denna kopp under deras successiva valsning till en tjocklek på endast en tredjedel av den ursprungliga (figur 2).
- Bankernas botten är profilerad på ett speciellt sätt, inte bara, för att motstå ett högt inre tryck, utan också för en bra kombination med ett nedre lock av aluminiumburkar – för att underlätta packning.
- Burkens vägg rullas till en tjocklek på 0,110 mm eller mindre för nästan hela höjden. För närvarande är den minsta väggtjockleken, rapporterad, redan den kommer till 0,08 mm.

Figur 2 – Burkens väggtjocklek har olika tjocklek .
- I toppen av burkens kroppsvägg är tjockare och tjockleken på ölburkar på platsen 0,16 mm.
- Det är nödvändigt för att underlätta bildandet av den smalare ”halsen” och för att skapa en stark förbindelse med locket. Aluminiumburkens lock levereras separat och monteras på kroppen med hjälp av den välkända dubbellåssömmen omedelbart efter det att burken fyllts med öl eller annan dryck (bild 3).
 Figur 3 – Utformningen av burklocket anslutning med sin kropp:
Figur 3 – Utformningen av burklocket anslutning med sin kropp:
sömmen ”dubbellås”
Ölburkens lock
Begynnandet av den snabba tillväxten i populariteten av ölburkar i aluminium hänvisar till 1964 году, då det uppfanns designen ”easy open” lock (bild 4.1).

Figur 4.1 – Olika typer av lättöppnade aluminiumlock
På ”ölburkar” öppnas dessa lock med bara händerna genom att helt enkelt vrida på ett särskilt ”öra” (bild 4.2a). Eller till och med med en hand (!) (figur 4.2b). Öglet monteras på locket med hjälp av den så kallade integralniten (figur 5). Den kallas integral, eftersom den bildas direkt av metalllocket.
 Figur 4.2a – Locket öppnas lätt och sitter kvar på burken
Figur 4.2a – Locket öppnas lätt och sitter kvar på burken

Figur 4.2b – Öppning av burken med en hand
 Figur 5 – Teknik för att bilda en integrerad nit på ett burklock
Figur 5 – Teknik för att bilda en integrerad nit på ett burklock
Öppningsmekanismen för ölburkar
Örons och kronbladets uppgift (det kallas även ”tunga”), göra bomull som undslipper koldioxidgas vid ungefär ansträngning på ögat 3 kilo och helt trycka kronbladet (tungan) inuti burken med en ansträngning på upp till 7 kilo, och kronbladet ska förbli hängande i bankerna.
Detta uppnås genom att göra omkretsloben särskilda skåror med ett sådant djup, att endast 0,085 mm metall nära niten och 0,110 mm på motsatt sida kan användas (figur 6). Samtidigt är materialet vid skärningarna tillräckligt starkt, för att inte gå sönder under tillverkningsprocessen eller vid lossning av lagret.
Inom kronbladen kan man se en annan, inre rad av skåror. De är inte lika djupa och tjänar, enligt uppgift, till riktat flöde av metall i huvudspåren och förhindrar brott huvudspåren när de formas.
 Figur 6 – Skårorna ger hantverksmässigt
Figur 6 – Skårorna ger hantverksmässigt
tillförlitlig öppning av burken i två steg:
först gasutlopp, sedan trycks kronbladet in i burken
Material aluminiumburkar
Materialkrav
Det viktigaste kravet på materialen i ölburkar är deras förmåga att forma stora plastdeformationer. Aluminiumlegeringar som är lämpliga i detta avseende är idealiskt. Dessutom för ölburkar lock viktiga förmåga att förutsägbart brista av snitt. Aluminium klarar detta mycket bättre än stål. En annan positiv punkt är att, och att huset, och Cover – aluminium, som minimerar alla potentiella galvaniska effekter, vilket kan leda till accelererad korrosion.
Kroppsmaterial
Detaljer av ölburkar är tillverkade av aluminium-mangan och aluminium-magnesiumlegeringar (tabell). För att applicera tejp kan kroppens tjocklek 0,30 mm från en aluminiumlegering 3004 eller en modifiering därav – aluminiumlegering 3104 – kunna H19.
Material av lock och nycklar
Locken tillverkas av lackerad 3104 aluminiumlegeringsremsa 5182 i härd H48 i tjocklek 0,26 mm, och för tillverkning av ”öron” – nycklar som lätt kan öppnas – remsa av aluminiumlegering 5042 i härd H18 i tjocklek 0,45 mm.
Tabell – Aluminiumlegeringar för aluminium ölburkar

Teknik
produktionscykel för aluminiumburkar
Figuren nedan visar en produktionscykel för aluminiumburkar för öl och läskedrycker.

Figur 7.1 – Typisk produktionscykel för ölburkar av aluminium
Figur 7.2 – Djupdragningspress

Figur 7.3 – Utdragning och upprullning av bankväggar i ”bodimeykere”
Rullar av aluminiumplåt
Fabriker för tillverkning av ölburkar av aluminium förbrukar stora mängder aluminiumplåt, som kommer i stora rullar. Huset och locket är tillverkade av aluminiumburkarplåt – av olika aluminiumlegeringar. Varje rulle väger cirka 11 ton och vid dess avveckling av arket färdas en sträcka på 9-13 kilometer.
Aluminirullar som matas till anläggningen för tillverkning av aluminiumburkar och lastas i ”uncoiler” (avrullning). Detta är en maskin , som avvecklar aluminiumplåten i början av produktionslinjen för burkar. Här på aluminiumplåten appliceras ett speciellt smörjmedel. Detta smörjmedel gör aluminiumplåten mer ”slät”, utan skador, genom alla formningsoperationer.
Herställning av burkkroppen
En typisk processsekvens för tillverkning av burkkroppen visas i figur 7. Det första steget i tillverkningen av burkar är att skära runda billets, till exempel med en diameter på 140 mm. Naturligtvis ger denna avverkning upphov till avfall: dessa förluster uppgår till cirka 12-14 %. De skickas omedelbart till smältning för tillverkning av nya blad och nya ölburkar.
En mellanliggande blankett erhålls från den ursprungliga runda stocken genom djupdragning (stansning) – en ytlig ”kopp” (ritningar 8 och 9). från denna ”kopp” genom valsning är burkkroppen nästan färdig och bildar även en kupol i botten (figurerna 8, 10 och 11). Sedan är bankens färdiga tvätt, ritningar appliceras på den och lackeras, och först därefter avslutas dess mekaniska formning – bildandet av halsen och flänsning (figur 8).
 Figur 8 – Teknik för tillverkning av aluminiumburkar (0, 33 mm)
Figur 8 – Teknik för tillverkning av aluminiumburkar (0, 33 mm) 
Figur 9 – djupdragning – formning av ”kopp” 
Figur 10 – Utrullning av burkväggen 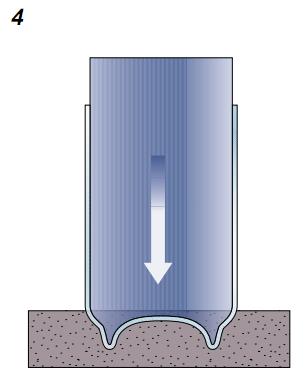 Figur 11- Bottenformning
Figur 11- Bottenformning
Förtillverkning av ölburkslock
Aluminiumplåtar levereras i rullar på upp till 8 ton. Varje rulle består av 2,5 miljoner lock. aluminiumplåt, som har en förmålad beläggning, serveras i en specialpress, där formarna är nästan färdiga att täcka. Sedan producerar komplexa kanter som bildar ett lock, som sedan ger en pålitlig förbindelse med sitt bankhus.

Figur 12 – Ännu inte helt färdigt lock
Framställning av ölburkar abalone
Framställningsprocess abalone – nyckelöppnare – Det innefattar cirka 13 arbetsmoment (figur 13), innan det kan installeras på locket.

Figur 13 – Tekniska operationer för att tillverka ett ölöga
Avfall av aluminiumburkar
Hur många burkar ingår i 1 kilo avfall?
Den genomsnittliga vikten av olika burkar med olika kapacitet för drycker med låg alkoholhalt, inklusive öl:
- 0,33 l – 13 g – 77 burkar på 1 kg aluminiumskrot
- 0,5 l – 15-20 g – 50-66 burkar på 1 kg aluminiumskrot
Hur mycket är 1 kg aluminiumburkar för skrot?
Kostnaden för skrotade aluminiumburkar (i Moskva i slutet av april 2020 av året):
- 35-50 rub
Krossa inte aluminiumburken
Stora avfallsåtervinningsföretag brukar be att inte krossa tomma aluminiumburkar. Saken är den att hushållsavfall eller, som de kallar det, kommunalt avfall sorteras automatiskt av särskilda sorteringsmaskiner. Dessa maskiner identifierar aluminiumburkar genom deras form: runda och släta. Maskinen accepterar den skrynkliga burken som oersättligt avfall och skickar den till soptippen.
Härdsmältning av aluminiumburkar
Platt omsmältning av aluminiumburkar ger i genomsnitt följande aluminiumsammansättning:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- andra – Al.
”Aluminium” Denna kemiska sammansättning ligger väl inom området för den kemiska sammansättningen av legeringarna 3004 och 3104 (cm. (se tabellen ovan), som används för att tillverka burkkroppen. Den överväldigande delen av skrotet av aluminiumburkar smälts därför om och returneras till tillverkarna (figurerna 14 och 15) .

Figur 14 – Återvinning av aluminiumburkar
 Figur 15 – Linjeåtervinning av begagnade aluminiumburkar
Figur 15 – Linjeåtervinning av begagnade aluminiumburkar
till göt för valsning av plåtar för tillverkning av nya aluminiumburkar
.