Abstrakt
Pájení je nejzákladnější dovedností potřebnou k sestavení jakéhokoli elektronického obvodu. Pájení je chemický proces, při kterém se zahřívá pájka (směs cínu a olova), která teče po dvou spojovaných plochách: tj. po desce plošných spojů a vývodu součástky. Pájení za studena vyžaduje určitou praxi a teoretické základy, aby bylo možné vytvořit dokonalý spoj, a to rychle. Pájecí směs je při pokojové teplotě tvrdá a pružná, ale při teplotě nad 160 °C rychle taje. Pájka nebo pájecí stanice je nástroj, který zahřívá pájku, aby tekla.
Pájka je obvykle jeden hrot horké kovové jehly upevněný v topném tělese a není to nástroj s řízenou teplotou. Pájecí stanice, i když je nákladná, je teplotně řízený nástroj, který udržuje teplotu pájecího hrotu v mezích definovaného nastavení teploty. Čím více je teplota kontrolována a udržována a čím dokonalejší je pájecí směs, tím dokonalejší je pájecí spoj.
2. Identifikace studeného pájecího spoje
1. Co je pájecí spoj
Ideální pájecí spoj je jako konkávní filet. Pájka začíná od základny na součástce na desce plošných spojů, stéká nahoru do výšky kolíku jako kapilára a dovnitř otvoru podložky. Dobrý pájecí spoj by měl vypadat tak, jak je znázorněno na obr. 1.
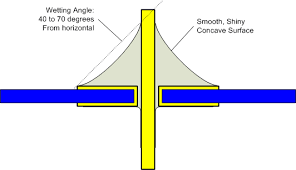
Obr. 1:- Nákres ideálního pájecího spoje na DPS
2. Identifikace studeného pájecího spoje
Špatný nebo studený pájecí spoj je takový, kde se pájka neroztaví nebo zcela nevytéká. Často se pozná podle drsného a nehladkého povrchu. Jejich hlavní nevýhodou je, že jsou nespolehlivé a časem praskají a lámou se. Na obr. 2 jsou znázorněny různé možnosti pájecích spojů pro průchozí podložky součástek.
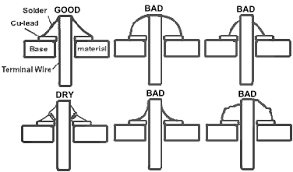
Obr. 2:- Různá schémata pájení
3. Použití pájecího spoje
Studené spoje v případě potřeby vyžadují přepracování, i když pro spoj není příliš velké! Opravují se pouhým opětovným zahřátím spoje a správným protékáním pájky. Pro výrobek je však zapotřebí mnoho času k jeho rozebrání a opětovnému sestavení. Způsobuje to poruchy výrobku, čas techniků na údržbu, nespokojenost zákazníků a prostoje závodu nebo stroje. Ideální a studený pájecí spoj vytvořený na jedné součástce je znázorněn na obr. 3 níže. Na obrázku 4 jsou znázorněny různé vady studených pájecích spojů, které se v průběhu času ve výrobku objevily.
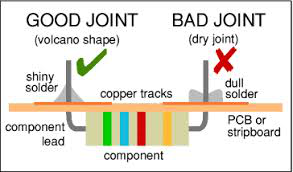
Obr. 3:- Ideální a studený pájecí spoj na součástce
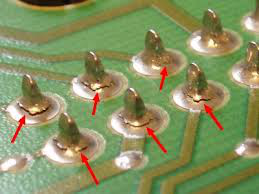
Obr. 4:- Problémy způsobené studeným pájecím spojem, které se mohou časem objevit
Závěr
Studenému pájecímu spoji lze předejít použitím správně předehřáté pájky s dostatečným časem a výkonem. Další problém, který se vyskytuje, podobně jako studený pájecí spoj při fyzické kontrole, je způsoben přehřátou páječkou. Ty lze opravit vyčištěním a opětovným přelitím spoje pájkou. Postupy a problémy, které jsou diskutovány u průchozích součástek. Jsou s malými výjimkami stejně použitelné i pro SMD součástky.